- Gambaran Keseluruhan
- Spesifikasi
- Aplikasi
- Kelebihan
- Soalan Lazim
- Produk yang Disyorkan
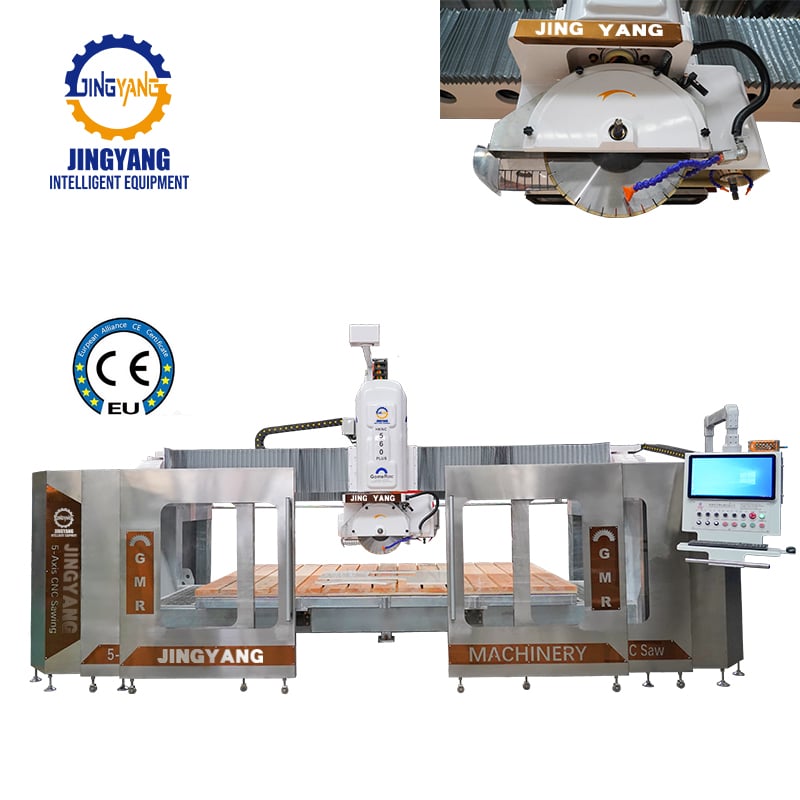
Mesin Pemotong Plat Marmar HLSQ-700 direka untuk pemprosesan batu hulu hilir, memotong plat yang dihasilkan oleh pemotong blok kepada dimensi piawaian dengan ketepatan stabil dan operasi berterusan.
Dalam pemotongan plat konvensional, penyimpangan dimensi kerap berlaku akibat gerakan suapan yang tidak stabil dan kekakuan panduan yang tidak mencukupi. Berdasarkan prinsip kestabilan gerakan dan keseimbangan beban, HLSQ-700 menggunakan struktur mekanikal, elektrik, dan hidraulik terpadu, digabungkan dengan rasuk jambatan kaku dan rel panduan tertutup rendam minyak dwisisi. Reka bentuk ini memastikan pergerakan lurus mata gergaji yang stabil semasa pemotongan dan mengurangkan variasi saiz.

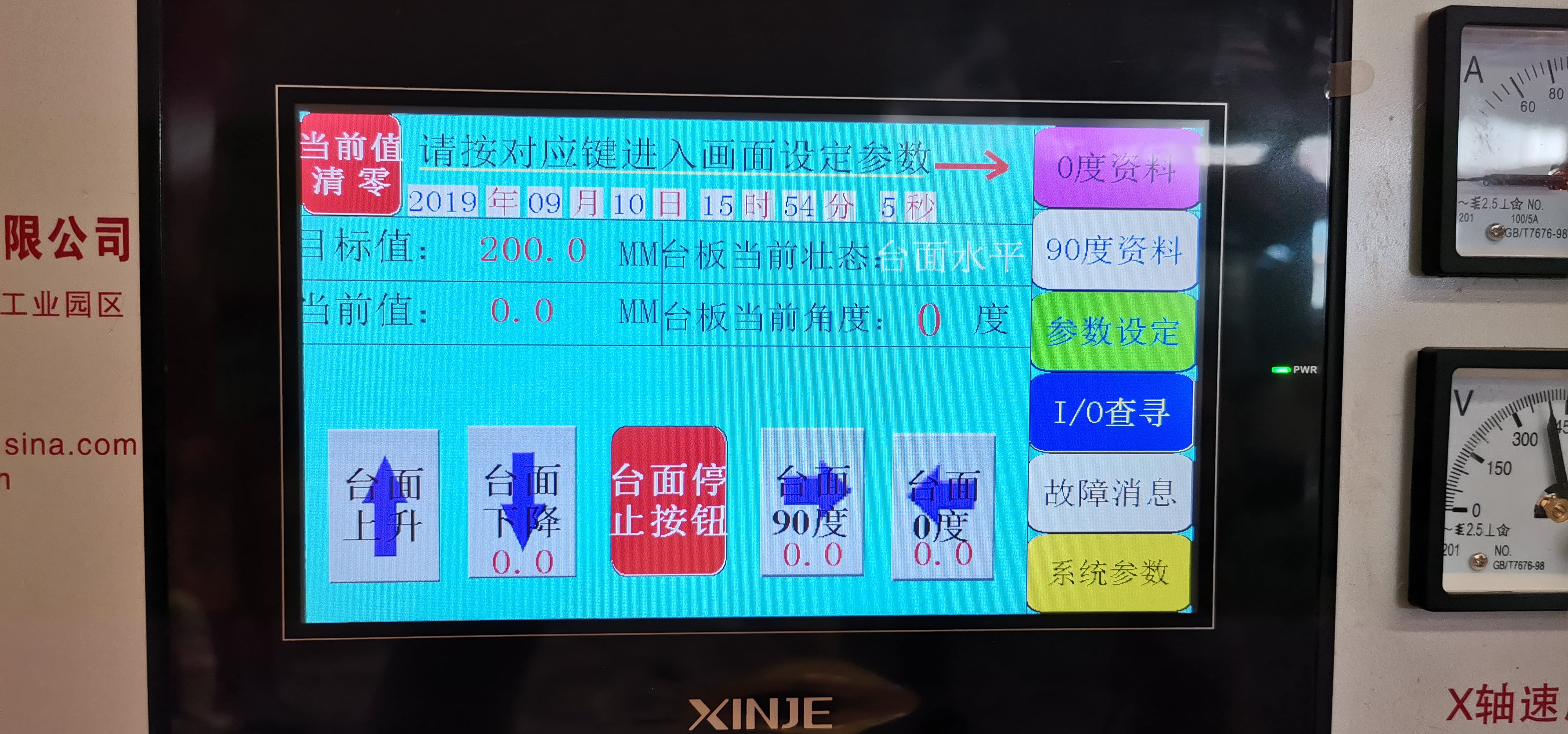
Pada peringkat kawalan, sistem PLC mengkoordinasikan kedalaman suapan (h) dan kelajuan pergerakan (v) dengan kawalan kelajuan frekuensi berubah, mengekalkan proses pemotongan dalam julat operasi stabil yang sesuai dengan kelajuan mata pemotong dan ciri-ciri bahan. Slab bersaiz besar boleh diproses secara automatik melalui satu tetapan parameter, meningkatkan kekonsistenan dan keselamatan operasi.
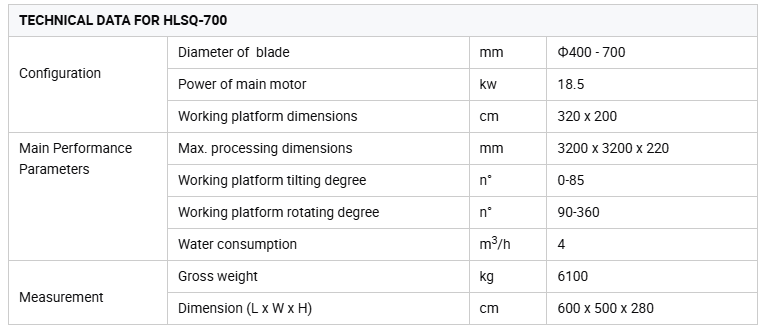

• Model: HLSQ-700( Sijil CE)
• Sistem kawalan: PLC Industri dengan HMI Skrin Sentuh.
• Penempatan: Sistem dwi: Inframerah untuk penyelarasan slab pukal + Laser garis silang untuk visualisasi garis potong yang tepat.
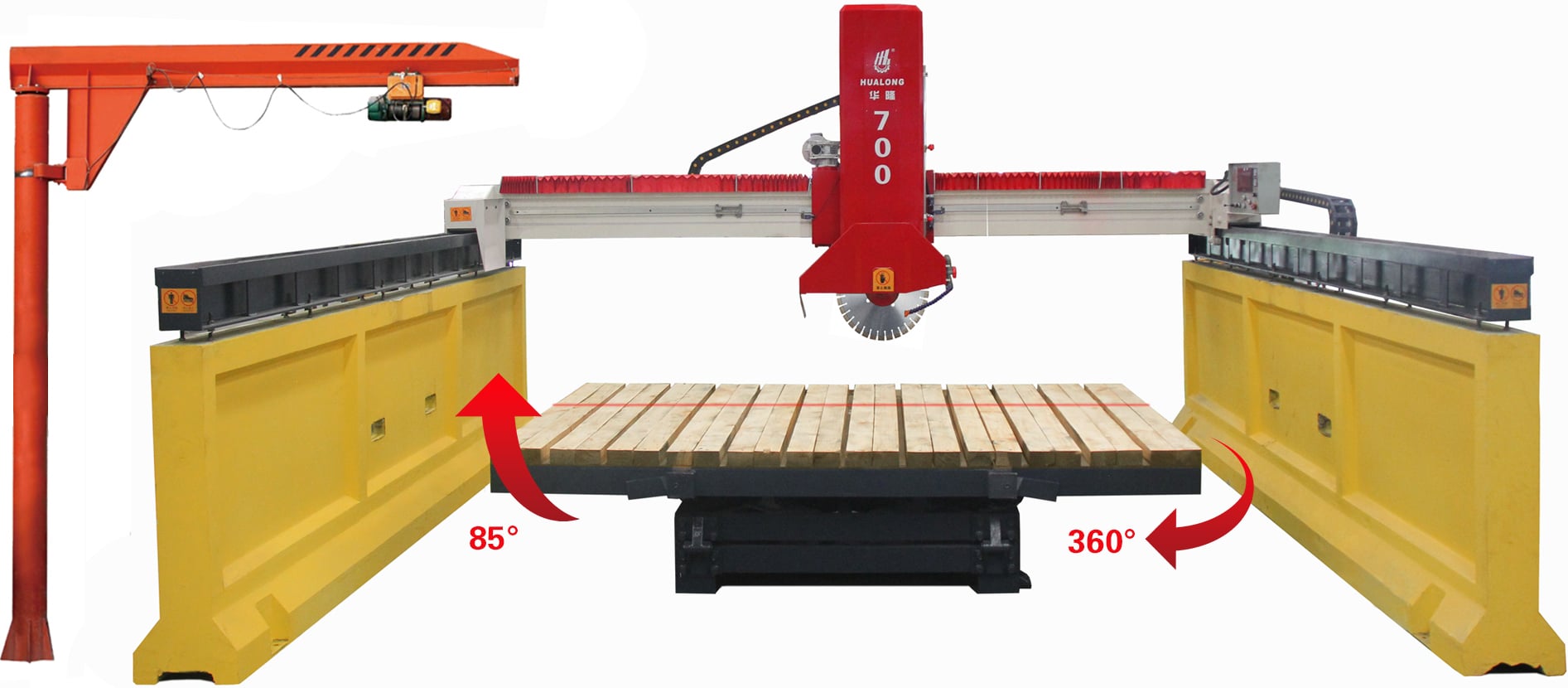
• Julat Mekanikal: Ketaksanan kepala pemotong: 0-45° (Pilihan); Kehcondongan meja kerja: 0-85°; Putaran meja kerja: 360° berterusan.
• Sistem Pergerakan: Panduan jenis-V V dikeraskan & digilap pada paksi X, Y, Z; dipacu oleh servo dengan maklum balas skala magnetik beresolusi tinggi.
• Keselarasan Struktur: Struktur rasuk silang tuang besi dengan kapasiti beban kerja apabila beroperasi secara berterusan. Rasuk silang diperbuat daripada rasuk universal #14 sebagai ganti struktur besi kotak #12 bagi menghasilkan struktur mesin yang lebih kuat ketika menanggung beban batu.
• Metrik Prestasi Utama: Mencapai ketepatan pengeposan pemotongan sebanyak ±0,5mm dan kebolehulangan sebanyak ±0.3mm , membolehkan persambungan bersama secara lancar.
• Kuasa & Keserasian: motor spindal utama 18.5kW; serasi dengan mata gergaji berlian berdiameter antara 400mm hingga 700mm.
Dengan susun atur struktur yang rasional, HLSQ-700 mudah dipasang dan diselenggara, menjadikannya sesuai untuk pengeluaran berterusan jangka panjang. Ia menyokong pemotongan granit, marmar, produk simen, dan papan silikat kalsium, dengan diameter mata gergaji dari Ø400 hingga Ø700. Hingar operasi dikawal pada ≤90 dBA, tanpa pelepasan ekzos semasa pemotongan, memenuhi keperluan persekitaran dan pematuhan biasa dalam pemprosesan batu.

1. Pemotongan Slab Berterusan Berkecekapan Tinggi
Keluaran tinggi dengan masa kitar yang boleh diramal – bengkel kerap perlu menghadapi tempoh tempahan yang tidak menentu, disebabkan oleh perkara seperti pemasukan parameter secara manual, penjenamaan perantaraan, dan kepelbagaian tahap kemahiran operator, yang menyebabkan tetingkap tambahan yang besar dan tidak sekata; HLSQ-700 menghapuskan pemboleh ubah sedemikian dengan mengunci resipi bahagian yang dipotong ke dalam PLC mereka, menggunakan pemacu kelajuan berubah 18.5kW berasingan dan meja putaran 360 darjah, bersama dengan bangku condong 85 darjah, untuk secara berkesan mengurangkan masa operasi berbilang langkah yang melibatkan penggera; ia juga mengekalkan kelajuan suapan yang diperlukan secara tertutup, supaya masa pemotongan menjadi boleh diramal, pada Tcut = L/V dan masa kitar Tcycle = Tcut+Taux. HLSQ-700 menukar keluaran kepada metrik yang boleh diulang, dikawal oleh pemacu, bukan sebagai pemboleh ubah yang bersandar kepada operator.


2. Ketepatan Pemotongan Stabil untuk Mengurangkan Kerja Semula
HLSQ-700 mencapai ketepatan geometri yang konsisten tanpa sebarang keraguan, yang boleh menyebabkan penolakan panel batu siap berdasarkan gabungan pesongan struktur, suapan balik yang lemah, dan salah susunan. Ia menangani tiga sumber masalah: panduan-V dua hala berminyak meningkatkan kekakuan terhadap daya lentur, manakala had kod putaran dan skala linear magnetik resolusi tinggi memberikan penentuan kedudukan tertutup yang tepat, akhirnya, unjuran laser menyediakan penyelarasan yang jitu. Ralat-ralat ini boleh diringkaskan dalam formula matematik, ralat-ralat tersebut digabungkan sebagai
, dan dengan membetulkan ketiga-tiga sumber tersebut, mesin memberikan pengurangan pada tahap ralat Keseluruhan Etotal.

3. Pengurangan Kehausan Bilah dengan Kualiti Kerf yang Stabil
Pemanjangan hayat bilah dan kerf yang stabil sering menjadi matlamat bengkel yang perlu menukar bilah dengan kerap. Dua sebab utama berlakunya masalah ini ialah pemanasan pada kerf dan takungan sluri abrasif. HLSQ-700 menyelesaikan isu-isu ini menggunakan litar pendingin kejuruteraan yang mengalirkan haba keluar serta mengalihkan sluri (kadar aliran 4 m³/h), selain logik pemacu yang menyelaraskan tork dan kadar suapan supaya kuasa pemotongan Pcut = F·v berada dalam julat prestasi terbaik bilah. Memandangkan haus unit berkadar songsang dengan kadar aliran pendingin w ∝ 1/Q, kawalan bersepadu terhadap kadar aliran pendingin, kuasa, dan kadar suapan dapat menekan komponen kehausan akibat haba dan abrasi pada bilah.

4. Pengendalian Slab Lebih Pantas & Selamat
Dalam kemudahan kepingan batu, kitaran kren berulang tipikal dan kedudukan pegangan pelbagai operasi merupakan botol leher biasa serta pendedahan keselamatan. HLSQ-700 mewakili perubahan besar dalam aspek ini, berkat meja condongnya yang boleh mencondong sehingga 85°, permukaan atas mudah alih, dan antara mukanya yang mesra pengendali. Hasilnya membolehkan anda menghapuskan beberapa kitaran pengangkatan dengan lebih menitikberatkan pemuatan satu langkah atau penunjukan langsung. Ini menghasilkan pengurangan masa bantuan (ΔT = Tmanual - Tcondong), masa kitaran seunit, gangguan dalam masa kitaran pengendalian, dan secara keseluruhan peluang untuk kemalangan.
5. Hasil Laluan Pertama yang Lebih Tinggi melalui Posisi yang Tepat
Masa persediaan yang lebih cepat, serta peningkatan Hasil Laluan Pertama, dicapai dengan menangani ralat asas—salah jajaran awal.
Ini dicapai melalui kalibrasi Laser dengan HLSQ-700 menerusi gelung maklum balik linear magnetik dari PLC untuk pembetulan pengeposisian berterusan. Sistem sedemikian mengurangkan nilai ralat ε serta meningkatkan kebarangkalian kelulusan bagi satu kelompok, yang dinyatakan sebagai P(lulus) = P(|ε|≤Ttol).
Hasil praktikalnya adalah kurang pelarasan manual yang diperlukan setiap kelompok, dan hasil pertama kali yang lebih tinggi serta lebih konsisten, berbanding sistem yang bergantung pada tanda manual atau hentian resolusi rendah.
6. Ketersediaan Lebih Tinggi dengan Reka Bentuk Sistem Tersepadu
Waktu henti tidak dirancang biasanya disebabkan oleh antara muka yang rapuh, komponen sukar diakses, dan kawalan yang tidak tipikal. HLSQ-700 menangani isu-isu ini dengan memodularkan komponen mekanikal, elektrikal, dan hidraulik, memacu penswastaan, serta memindahkan kawalan kepada logik PLC.
Peningkatan ini meningkatkan masa purata antara kegagalan dan mengurangkan masa purata untuk baikan, seterusnya meningkatkan ketersediaan (Ketersediaan = MTBF / (MTBF + MTTR)). Justeru, impak terhadap perniagaan adalah jelas, dengan berlakunya kurang masa hentian tidak dirancang, bantuan penyelesaian masalah yang lebih baik, dan kos penyelenggaraan sepanjang hayat yang lebih rendah bagi mesin-mesin sedemikian yang dibina daripada komponen rawak atau antara muka yang tidak logik.

Soalan: Seberapa kerap saya perlu memeriksa pengikat pada rangka dan bahagian pemacu HLSQ-700, dan apa yang perlu dibuat jika pengikat tersebut longgar?
A: Periksa pengikat rak mesin dan bahagian pemindahan serta kencangkan setiap dua bulan.
Q: Seberapa kerap sistem kawalan elektrik perlu diselenggara?
A: Periksa sistem kawalan elektrik dan jalankan penyelenggaraan setiap setengah bulan.
Soalan: Apakah gris dan selang masa yang ditetapkan untuk gear terbuka dan kotak gear?
A: Penggigian terbuka menggunakan pelinciran berkala secara manual dengan Grease Micro 2# (gemuk litium), dan tempoh pelinciran adalah setengah bulan atau dilincirkan semula apabila tiada pelincir pada penggigian. Gearbox menggunakan pelinciran berkala secara manual dengan Grease Micro 2# (gemuk litium), dan tempoh pelinciran adalah 12 bulan atau dilincirkan semula apabila tiada gemuk di dalam gearbox.