- Genel Bakış
- Özellikler
- Uygulamalar
- Avantaj
- SSS
- Önerilen Ürünler
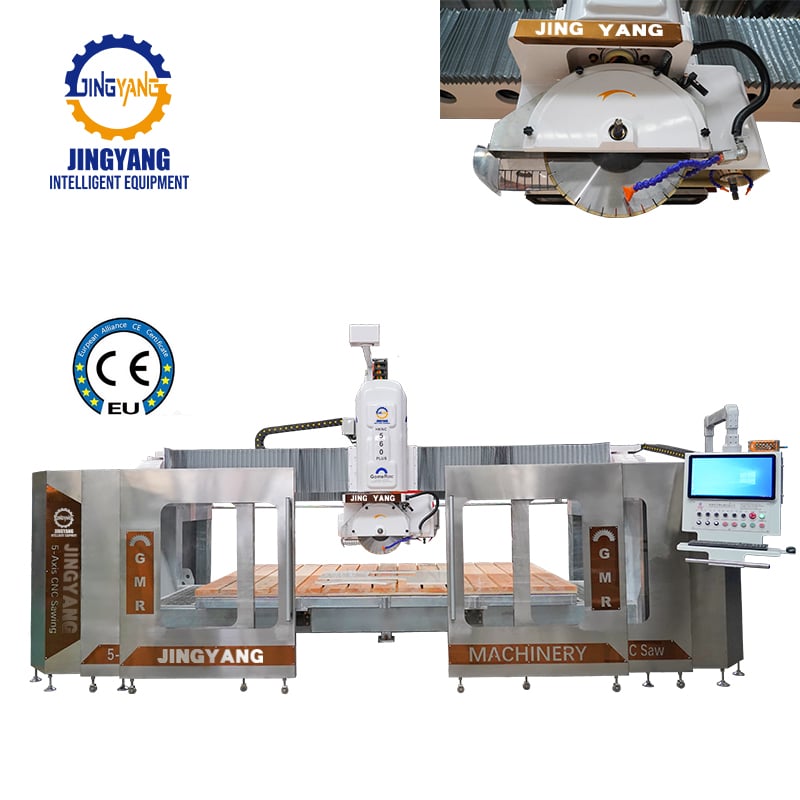
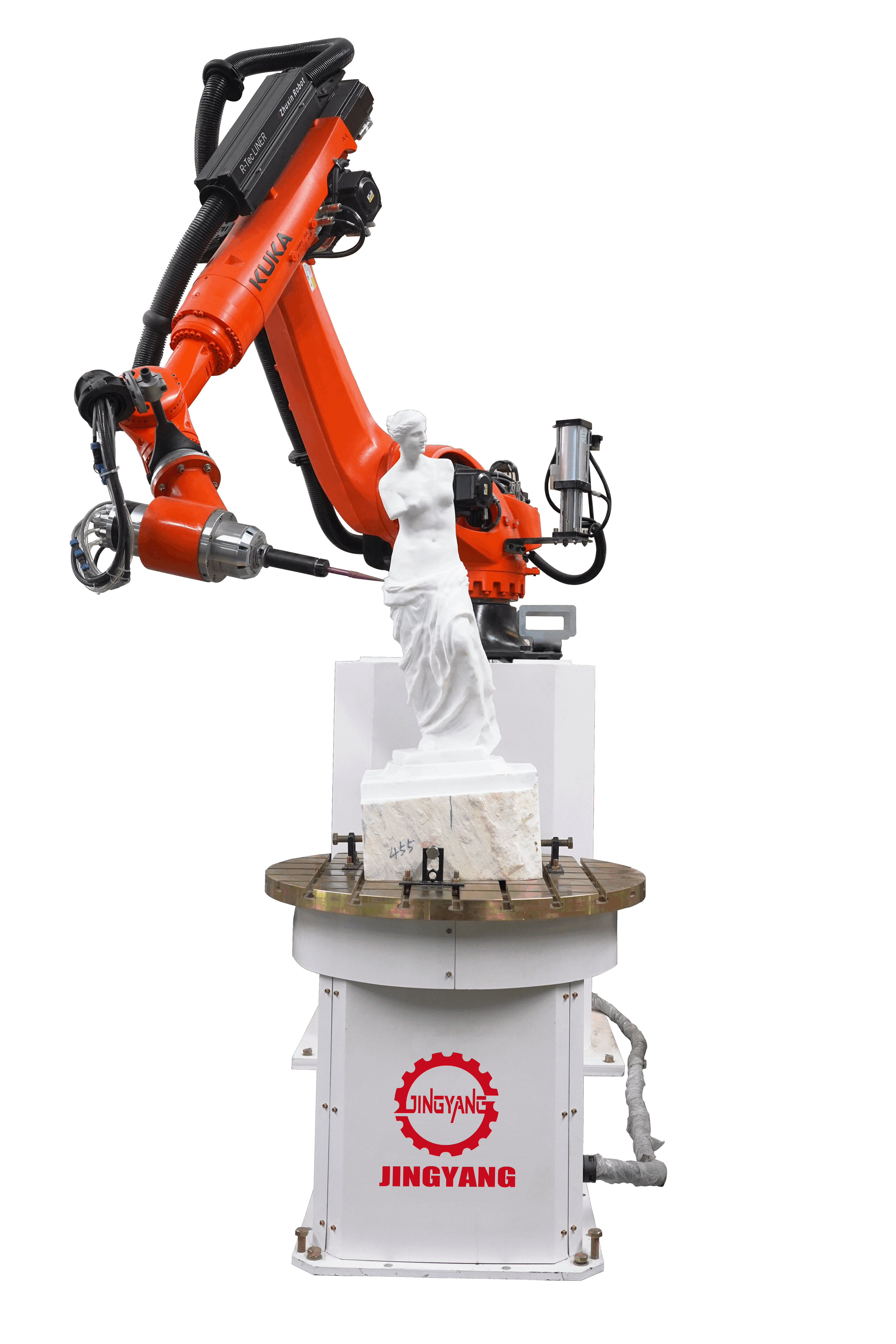
HLSQ-700 Mermer Levha Kesme Makinesi, blok kesiciler tarafından üretilen levhaları, sabit doğruluk ve sürekli çalışma ile standart boyutlara getirmek üzere taş işlemede sonraki aşamalar için tasarlanmıştır.
Geleneksel levha kesiminde, boyutsal sapmalar genellikle kararsız besleme hareketi ve yetersiz kılavuz rijitliğinden kaynaklanır. Hareket stabilitesi ve yük dengesi prensiplerine dayanarak, HLSQ-700 entegre mekanik, elektrikli ve hidrolik yapıyı, ayrıca sert köprü kirişi ve çift taraflı yağ banyolu kapalı kılavuz raylarla birleştirir. Bu tasarım, kesme sırasında bıçağın sabit doğrusal hareketini sağlar ve boyut farklılıklarını azaltır.

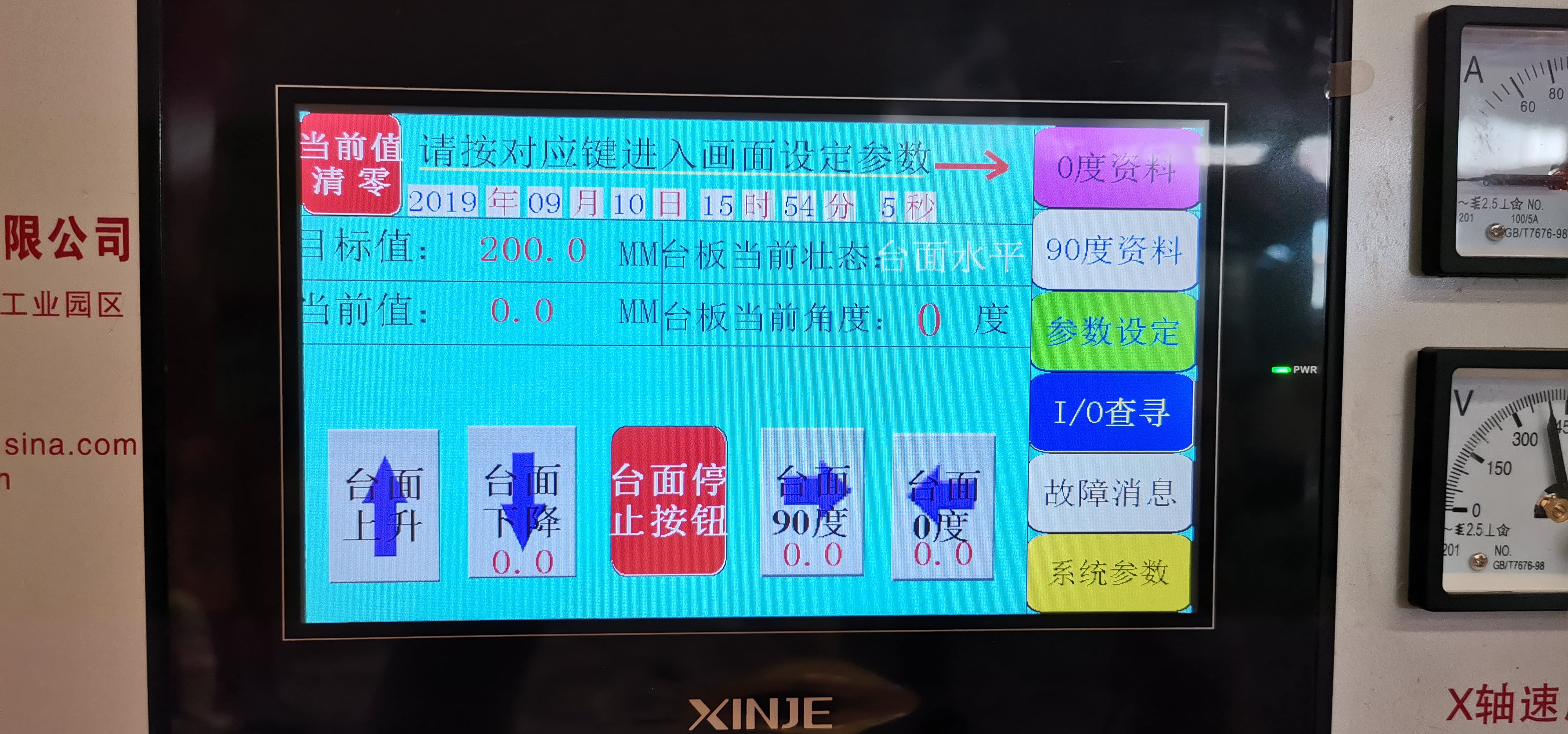
Kontrol seviyesinde, bir PLC sistemi besleme derinliği (h) ve ilerleme hızı (v)'yi değişken frekanslı hız regülasyonu ile koordine ederek kesme işlemini bıçak hızına ve malzeme özelliklerine uygun kararlı bir çalışma aralığında tutar. Büyük formatlı plakalar tek seferlik parametre ayarıyla otomatik olarak işlenebilir ve bu da tutarlılığı ile operasyonel güvenliği artırır.

• Model: HLSQ-700( CE sertifikasyonu)
• Kontrol sistemi: Dokunmatik Ekranlı HMI ile Endüstriyel PLC.
• Pozisyonlama: Çift sistem: Toplu plaka hizalaması için kızılötesi + Kesme hattının net görselleştirilmesi için çapraz çizgi lazeri.
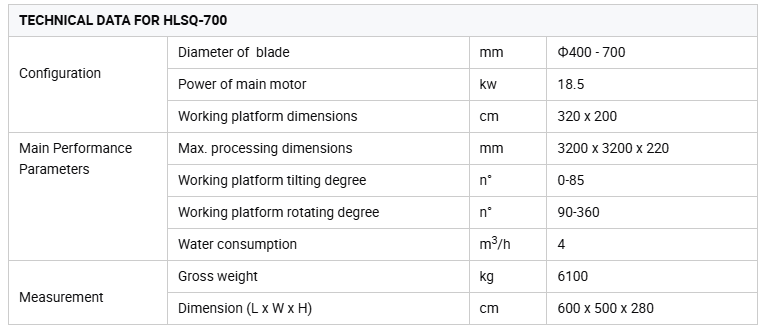
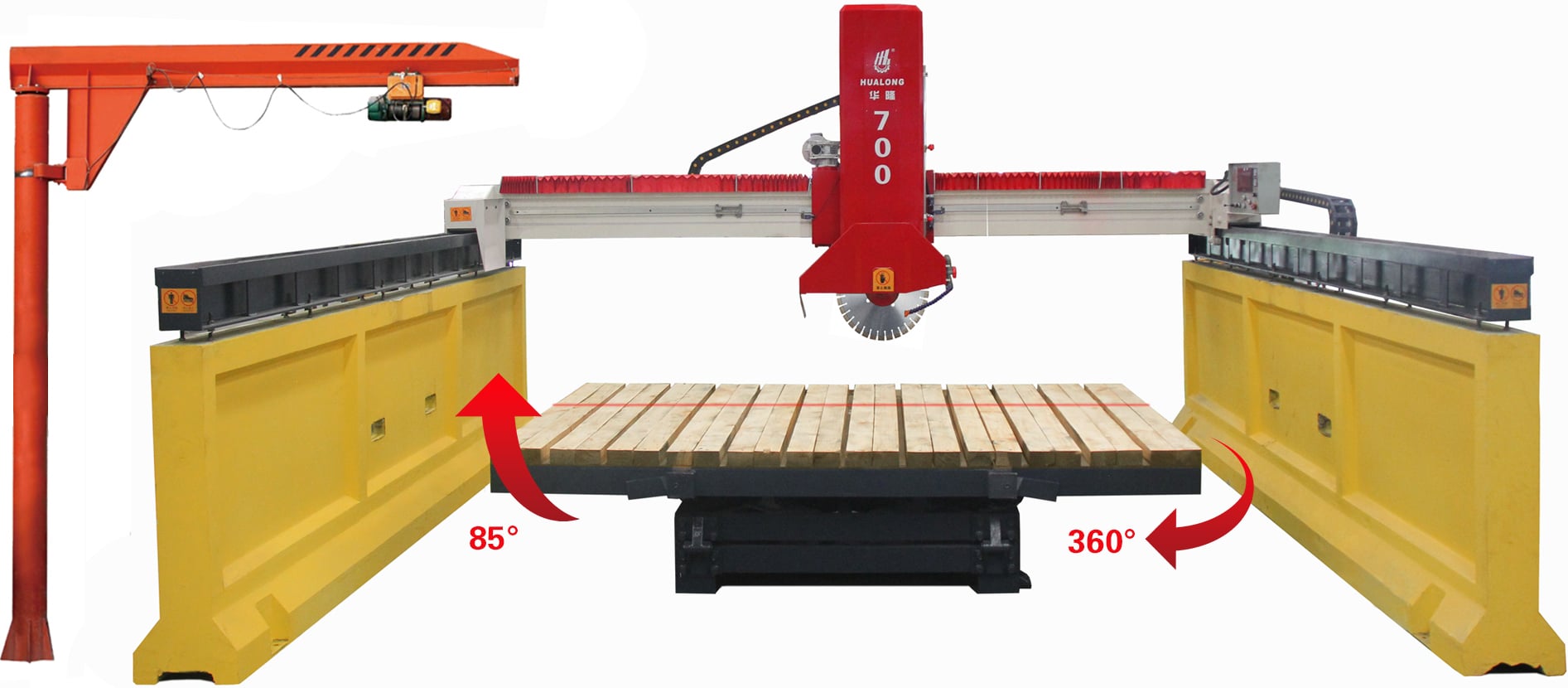
• Mekanik Aralık: Kesim başlığı eğimi: 0-45° (İsteğe bağlı); İş masası eğimi: 0-85°; İş masası dönüşü: 360° sürekli.
• Hareket Sistemi: X, Y, Z eksenlerinde sertleştirilmiş ve taşlanmış V-tipi kılavuz yollar; yüksek çözünürlüklü manyetik ölçer geri beslemeli servo tahrikli.
• Yapısal bütünlük: #12 kutu demir yapı yerine #14 numaralı evrensel kiriş kullanılarak yapılan döküm demir enine bağlantı yapısı, taş yüklerini taşıyarken daha güçlü bir makine yapısı sağlar ve sürekli çalışma sırasında çalışma yükleri için kapasiteye sahiptir.
• Temel Performans Kriteri: Kesme konumlandırma doğruluğunu ±0.5mm ve tekrarlanabilirliği ±0.3mm , sorunsuz eklem uyumunu sağlar.
• Güç ve Uyumluluk: 18,5 kW ana mil motoru; çapı 400 mm ile 700 mm arasında olan elmas bıçaklara uyumludur.
Akıllıca tasarlanmış yapı düzeni sayesinde HLSQ-700 kurulumu ve bakımı kolaydır ve uzun süreli sürekli üretim için uygundur. Granit, mermer, çimento ürünleri ve silikat panoların kesimini destekler ve bıçak çapları Ø400 ile Ø700 arasındadır. Çalışma anında gürültü seviyesi ≤90 dBA olarak sınırlandırılmıştır ve kesim sırasında herhangi bir egzoz emisyonu oluşmaz; bu da taş işleme sektöründe yaygın çevre ve uyumluluk gereksinimlerine uyar.

1. Yüksek Verimli Sürekli Döşeme Kesimi
Yüksek verimlilik ve tahmin edilebilir döngü süresi – atölyeler genellikle manuel parametre girişi, ara pozisyonlandırma ve operatör beceri düzeyindeki farklılıklar gibi nedenlerle önceden tahmin edilemeyen ön hazırlık süreleriyle başa çıkmak zorundadır ve bu durum büyük ve düzensiz yardımcı zaman aralıklarına yol açar; HLSQ-700, kesim parçalarının reçetelerini PLC’ye sabitleyerek, ayrı bir 18,5 kW değişken hızlı sürücü ile 360 derece döner masa ve 85 derece eğimli tezgah kullanarak çok aşamalı vinç hareketi işlemlerinin süresini etkili bir şekilde azaltarak bu tür değişkenleri ortadan kaldırır; ayrıca kapalı döngülü şekilde gerekli besleme hızını sabit tutarak kesim süresinin Tcut = L/V ve döngü süresinin Tcycle = Tcut+Taux şeklinde tahmin edilebilir hâle gelmesini sağlar. HLSQ-700, verimliliği operatöre bağlı bir değişken olmaktan çıkarıp tekrarlanabilir, sürücü kontrollü bir metriğe dönüştürür.


2. İşin Tekrar Yapılmasını Azaltmak İçin Kararlı Kesme Doğruluğu
HLSQ-700, yapısal sehim, zayıf geri bildirim ve hizalama hatası kombinasyonuna bağlı olarak tamamlanmış taş panel reddetme durumlarına yol açabilecek şekilde, kesin geometrik hassasiyeti şüphe götürmeden sağlar. Bu sorunun üç kaynağını ele alır: çift taraflı yağla kaplı V-kılavuzlar eğilme kuvvetlerine karşı sertliği artırırken, döner kodlu sınır anahtarı ve yüksek çözünürlüklü manyetik lineer skalası hassas kapalı döngülü konumlandırma sağlar, son olarak lazer projeksiyonu doğru hizalamayı sağlar. Bu hatalar matematiksel formülde toplanabilir ve hatalar şu şekilde birleşir
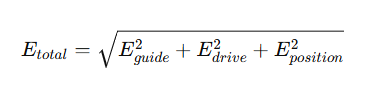
ve bu üç kaynağı da düzelterek makine, Toplam hata Etotal seviyesinde bir azalma sağlar.

3. Sabit Kanal Kalitesiyle Bıçak Aşınmasının Azaltılması
Bıçağı çok sık değiştirmek zorunda kalan atölyeler genellikle bıçak ömrünü uzatma ve kanalda kararlılık sağlama amaçlar. Bu sorunlara yol açan iki temel neden, kesim sırasında ısınma ve aşındırıcı sıvının kalmasıdır. HLSQ-700, bu sorunları hem ısıyı uzaklaştıran hem de aşındırıcı sıvıyı (4 m³/saat akış hızıyla) uzaklaştıran mühendislikle tasarlanmış bir soğutma devresi ve ayrıca kesme gücü Pcut = F·v'nin bıçağın en iyi çalışma aralığında kalmasını sağlayan tork ile ilerleme hızını senkronize eden sürücü mantığıyla çözer. Birim aşınmanın soğutucu akış hızının tersine orantılı olmasından dolayı w ∝ 1/Q, soğutucu akış hızı, güç ve ilerleme hızının entegre kontrolü, bıçaktaki termal ve aşındırıcı aşınma bileşenlerini bastırabilir.

4. Daha Hızlı ve Güvenli Döşeme Taşıma
Taş plaka tesislerinde, tipik tekrarlayan vinç döngüleri ve çoklu işlem tutma pozisyonları hem yaygın darboğazlar hem de güvenlik riski oluşturur. HLSQ-700, 85°'ye kadar eğilebilen döner tezgahı, taşınabilir üst yüzeyi ve kullanıcı dostu arayüzleri sayesinde bu açıdan kökten bir değişim sağlamaktadır. Elde edilen sonuç, birden fazla kaldırma döngüsünün tek seferde yükleme veya doğrudan indeksleme lehine ortadan kaldırılabilmesidir. Bu durum, yardımcı zamanı (ΔT = Tmanuel - Tegim), parça başına döngü süresini, taşıma döngüsündeki kesintileri ve kaza oluşma fırsatlarını azaltır.
5. Doğru Konumlandırma ile Daha Yüksek İlk Geçiş Verimi
Daha hızlı kurulum süresi ve ilk geçiş verimliliğinde iyileştirme, temel hata olan başlangıçtaki hizalanmama sorununa çözüm getirilerek elde edilir.
Bu, HLSQ-700 aracılığıyla bir PLC'den gelen manyetik doğrusal geri bildirim döngüsüyle lazer kalibrasyonu sayesinde sürekli konum düzeltmesi yapılarak gerçekleştirilir. Bu tür bir sistem hata değerini (ε) azaltır ve P(pass) = P(|ε|≤Ttol) şeklinde ifade edilen bir partiyle geçme olasılığını artırır.
Pratik sonuç, her parti için gerekli olan manuel ayarların azalması ve manuel işaretlemeye veya düşük çözünürlüklü durdurmalara dayanan sistemlere kıyasla daha yüksek ve tutarlı bir ilk geçiş verimidir.
6. Entegre Sistem Tasarımıyla Daha Yüksek Kullanılabilirlik
Yanlışlıkla oluşan plansız durma süreleri genellikle kırılgan arabirimler, erişimi zor bileşenler ve alışılmadık kontrol sistemleri nedeniyle meydana gelir. HLSQ-700, bu sorunları mekanik, elektriksel ve hidrolik bileşenleri modüler hale getirerek, standartlaşmayı destekleyerek ve kontrolleri PLC mantığına taşıyarak ele alır.
Bu iyileştirmeler, ortalama arıza süresini uzatarak ve ortalama onarım süresini kısaltarak kullanılabilirliği artırır (Kullanılabilirlik = MTBF / (MTBF + MTTR)). Bu nedenle, rastgele veya mantıksız şekilde birbirine bağlanmış bileşenlerden yapılan bu tür makinelerde planlanmamış durma sürelerinin azalması, sorun giderme desteğinin iyileşmesi ve bakımın toplam ömür boyu maliyetinin düşmesi gibi iş etkileri açıkça görülmektedir.

S: HLSQ-700 şasi ve tahrik parçalarındaki bağlantı elemanlarını ne sıklıkla kontrol etmeliyim ve eğer gevşekse ne yapmalıyım?
A: Makine rafının bağlantı elemanlarını ve iletim parçalarını iki ayda bir kontrol edin ve sıkıştırın.
S: Elektrik kontrol sistemi ne sıklıkla bakımı yapılmalıdır?
A: Elektrik kontrol sistemini kontrol edin ve her yarım ayda bir bakım yapın.
S: Açık dişliler ve dişli kutusu için hangi yağ türü ve ne zaman aralıklarla belirlenmiştir?
A: Açık dişli meshi, Grease Micro 2# (lityum gresi) ile yapay periyodik yağlama kullanır ve yağlama periyodu yarım aydır veya dişli meshinde yağ kalmadığında yağlanır. Şanzıman, Grease Micro 2# (lityum gresi) ile yapay periyodik yağlama kullanır ve yağlama periyodu 12 aydır veya şanzımanda gres kalmadığında yağlanır.