- مرور کلی
- مشخصات
- کاربردها
- برتری
- سوالات متداول
- محصولات پیشنهادی
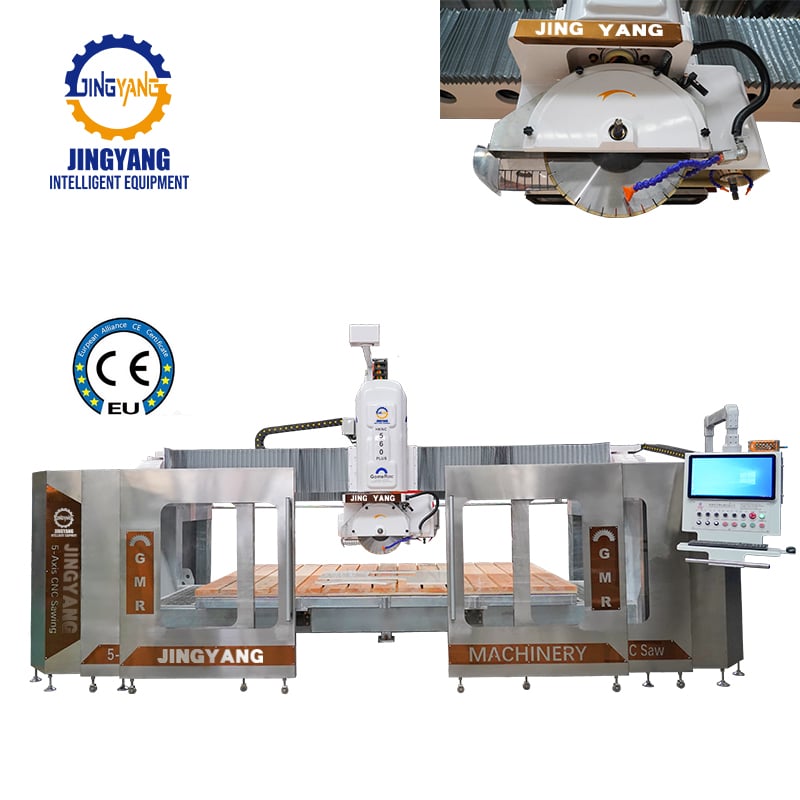
دستگاه برش تخته مرمر HLSQ-700 برای فرآینر پس از بریدن بلوکها طراحی شده است و قادر است تختههای تولید شده را به ابعاد استاندارد با دقت پایدار و عملکرد مداوم ببرد.
در روش متداول برش تخته، انحرافات ابعادی اغلب ناشی از حرکت پایدار نشدهٔ فید و سفتی کافی در راهنمایی است. بر اساس اصول پایداری حرکت و تعادل بار، دستگاه HLSQ-700 از ساختار یکپارچه مکانیکی، الکتریکی و هیدرولیکی به همراه تیر پلی سفت و ریلهای راهنما دوطرفه غوطهور در روغن استفاده میکند. این طراحی پیشبینی حرکت خطی پایدار تیغه در حین برش را تضمین میکند و تغییرات ابعادی را کاهش میدهد.

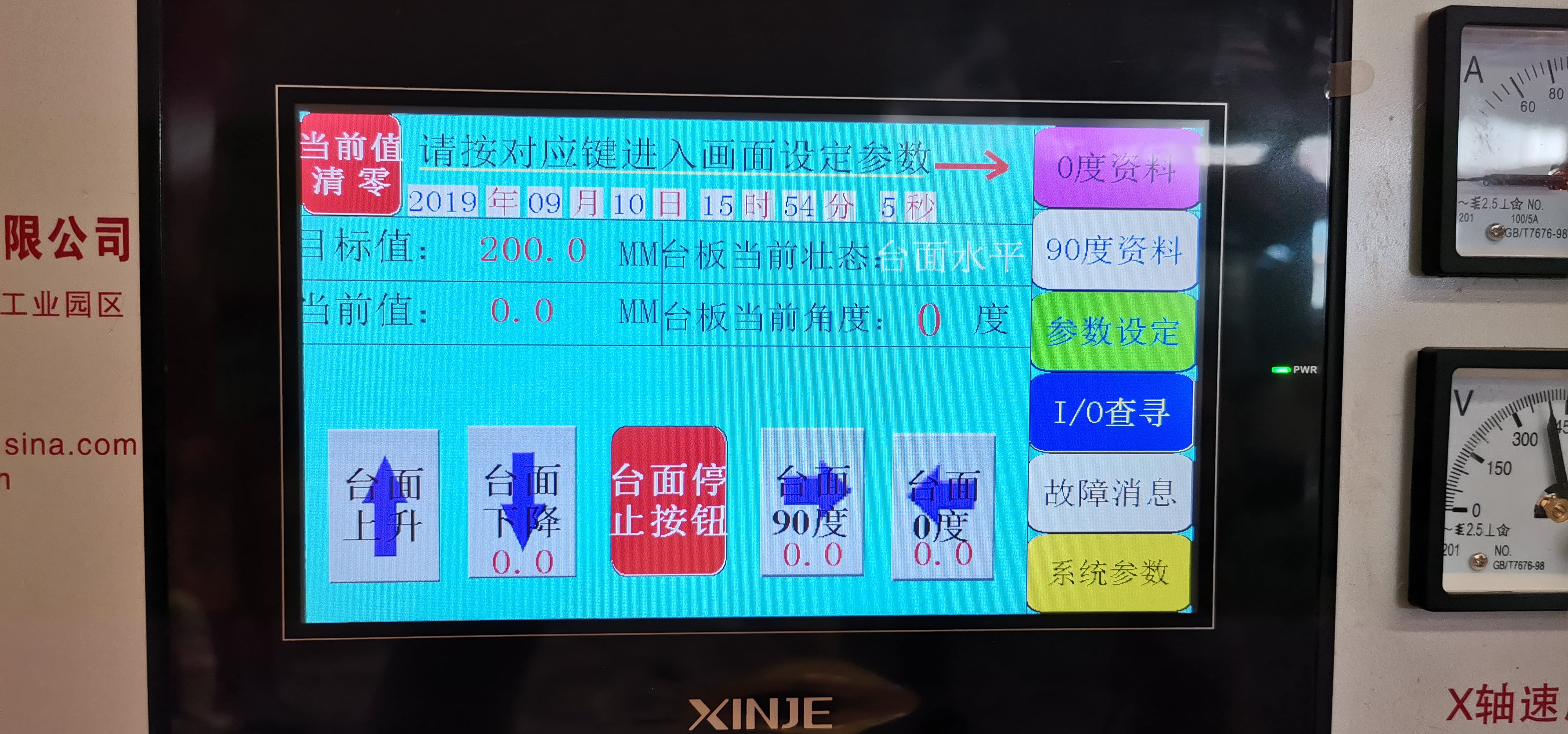
در سطح کنترل، سیستم PLC عمق پیشروی (h) و سرعت حرکت (v) را با تنظیم سرعت متغیر فرکانس هماهنگ میکند و فرآیند برش را در محدوده عملیاتی پایداری حفظ میکند که با سرعت تیغ و مشخصات مواد سازگار است. صفحات بزرگ بهصورت خودکار و از طریق یکبار تنظیم پارامترها قابل پردازش هستند و این امر سبب بهبود یکنواختی و ایمنی عملیاتی میشود.
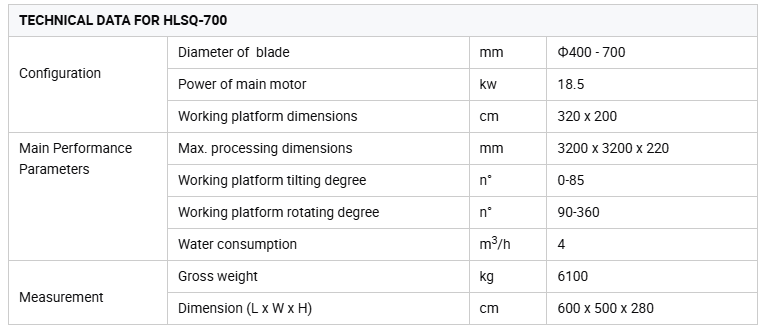

• مدل: HLSQ-700( گواهی نامه CE)
• سیستم کنترل: PLC صنعتی با HMI لمسی
• پوزیشنینگ: سیستم دوگانه: مادون قرمز برای تراز کردن کلی صفحه + لیزر خط متقاطع برای تصویرسازی دقیق خط برش.
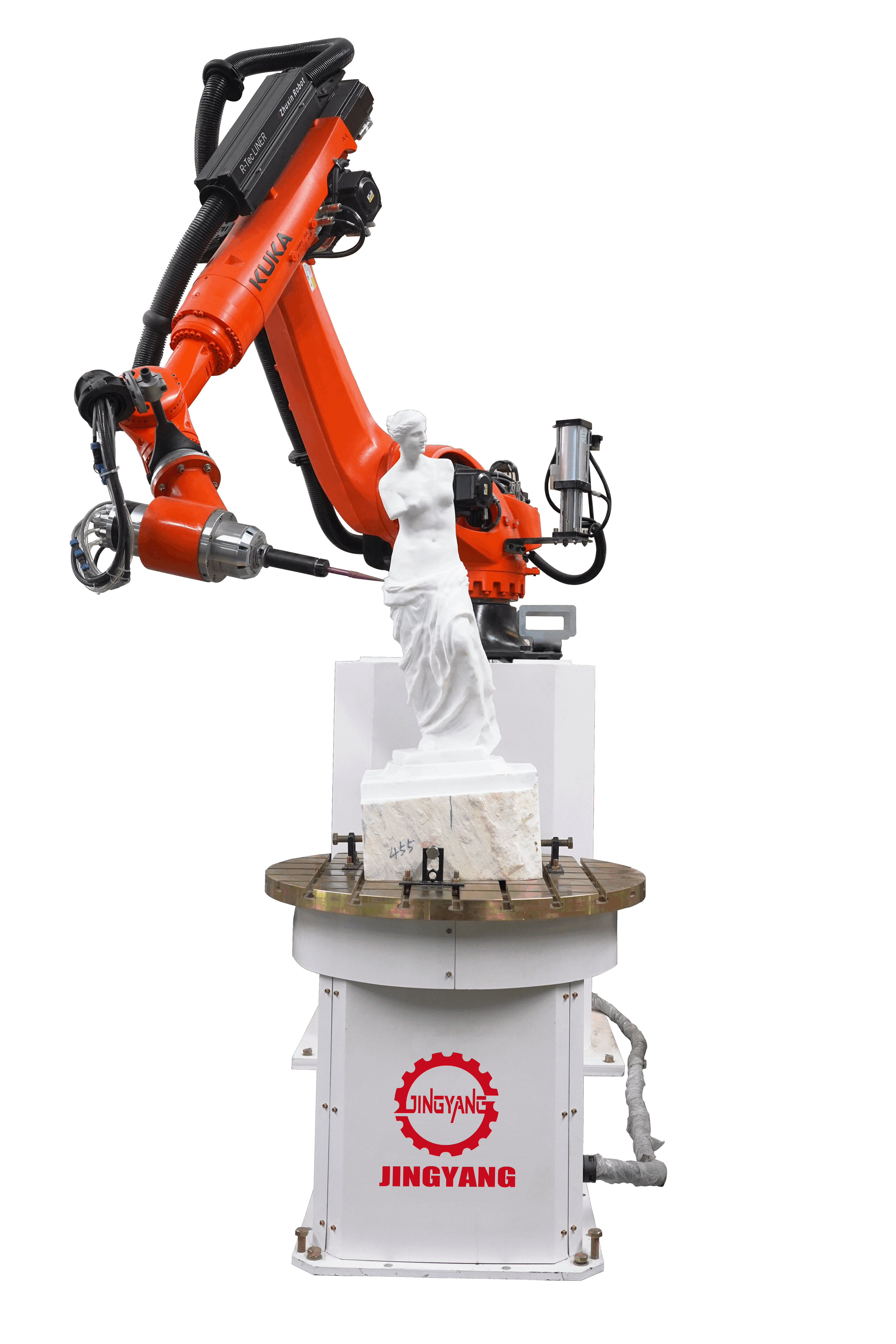
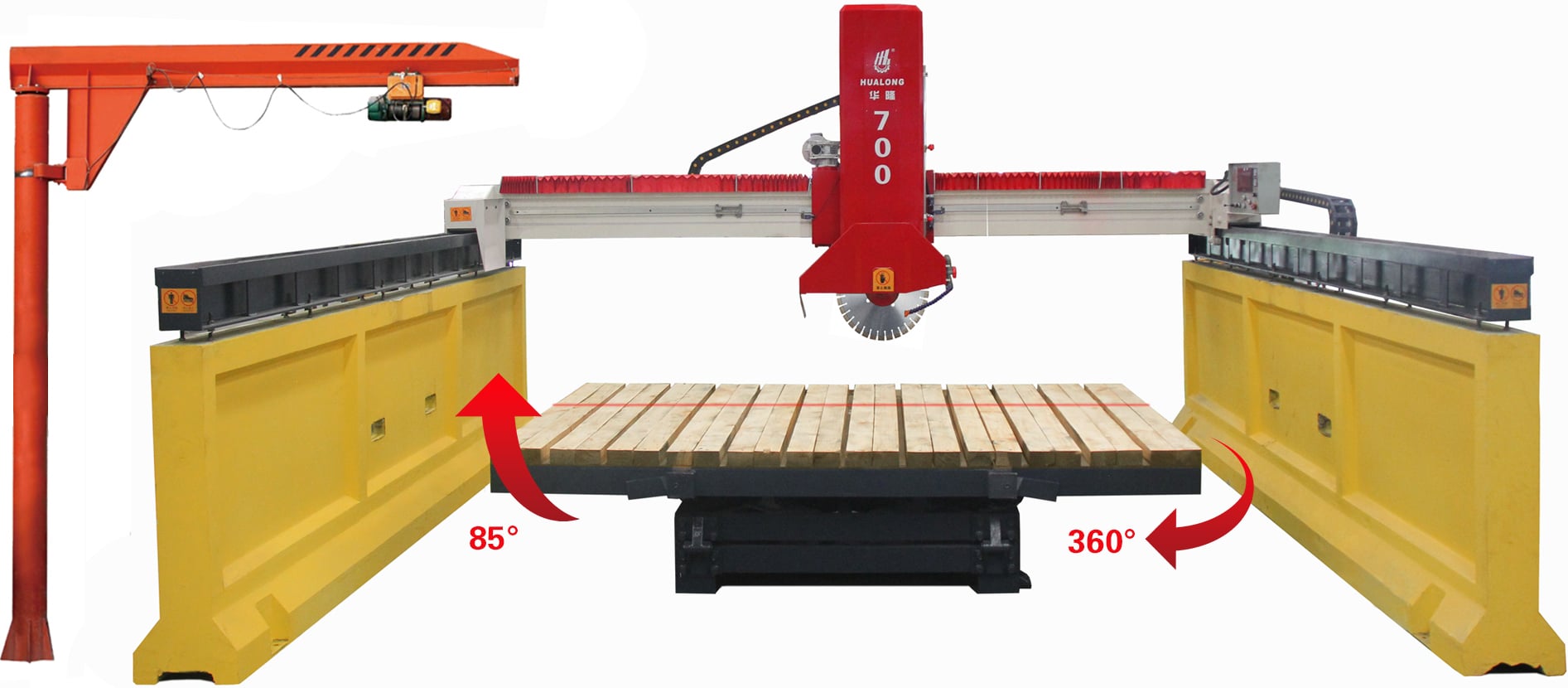
• محدوده مکانیکی: زاویه شیب سر برش: 0-45° (اختیاری); زاویه شیب میز کار: 0-85°; چرخش میز کار: 360° مداوم.
• سیستم حرکتی: راهنمای V شکل محکمشده و سنگزده روی محورهای X، Y، Z؛ سروو درایو با فیدبک مقیاس مغناطیسی با رزولوشن بالا
• تماميت ساختاري: ساختار تیر عرضی از جنس چدن با ظرفیت بار کاری بالا در حین عملیات مداوم. تیر عرضی از جنس تیر عمومی شماره ۱۴ ساخته شده است نه از ساختار جعبهای آهنی شماره ۱۲، بهمنظور داشتن ساختار ماشین مقاومتر در برابر بارهای سنگین.
• معیار عملکرد کلیدی: دستیابی به دقت برش در موقعیتگیری ±0.5mm و تکرارپذیری ±0.3mm , امکان نصب بدون درز و هماهنگ را فراهم میکند.
• قدرت و سازگاری: موتور اسپیندل اصلی 18.5 کیلوواتی؛ سازگار با تیغهای الماسی با قطر 400 تا 700 میلیمتر.
با چیدمان ساختاری منطقی، HLSQ-700 نصب و نگهداری آسانی دارد و برای تولید مستمر بلندمدت مناسب است. این دستگاه قادر به برش گرانیت، مرمر، محصولات سیمانی و تختههای سیلیکات کلسیم با قطر تیغ از Ø400 تا Ø700 است. صدای عملیات کار در حد حداکثر 90 دسیبل A کنترل میشود و در حین برش هیچ گونه انتشار دود وجود ندارد و بنابراین الزامات رایج زیستمحیطی و انطباقپذیری در پردازش سنگ را برآورده میکند.

1. برش پیوسته تخته با کارایی بالا
نرخ تولید بالا با زمان چرخه قابل پیشبینی – کارگاهها اغلب با زمانهای تحویل غیرقابل پیشبینی مواجه هستند که علت آنها ورود دستی پارامترها، تغییر موقعیت میانی و تفاوت در سطح مهارت اپراتورها است و منجر به پنجرههای کمکی بزرگ و نامنظم میشود؛ HLSQ-700 با ذخیرهسازی فرمولهای برش قطعات در PLC خود، از یک درایو متغیرسرعت 18.5 کیلوواتی جداگانه و یک میز چرخان 360 درجهای بههمراه یک صفحه کاری قابل تنظیم 85 درجهای استفاده میکند تا بهطور مؤثر زمان عملیات چندمرحلهای جابجایی با جرثقیل را کاهش دهد؛ همچنین سرعت پیشروی مورد نیاز را بهصورت حلقه بسته حفظ میکند، بهطوری که زمانهای برش قابل پیشبینی شده و به صورت Tcut = L/V و زمان چرخه به صورت Tcycle = Tcut+Taux درمیآیند. HLSQ-700 نرخ تولید را به یک معیار قابل تکرار و کنترلشده توسط درایو تبدیل میکند، نه یک متغیر وابسته به اپراتور.


2. دقت برش پایدار برای کاهش کارهای اضافی
HLSQ-700 دقت هندسی ثابتی را بدون شک به دست میآورد که ممکن است منجر به رد پنلهای سنگی تکمیلشده بر اساس ترکیب خمش سازهای، بازخورد ضعیف و عدم تراز دقیق شود. این دستگاه به سه عامل مشکل رسیدگی میکند: راهنمای V شکل دوطرفه غوطهور در روغن مقاومت در برابر نیروهای خمشی را افزایش میدهد، در حالی که حد مقررات دورانی و مقیاس خطی مغناطیسی با وضوح بالا موقعیتیابی بسته دقیقی فراهم میکنند و در نهایت، پروژکتور لیزری تراز دقیق را فراهم میآورد. این خطاها میتوانند در یک فرمول ریاضی جمعبندی شوند، خطاها به صورت
و با اصلاح هر سه منبع، دستگاه سطح خطای کلی Etotal را کاهش میدهد.

3. کاهش سایش تیغه همراه با کیفیت شیار برش پایدار
افزایش عمر تیغه و حفظ شیار برش پایدار اغلب اهداف کارگاههایی است که مجبور به تعویض مکرر تیغهها هستند. دو دلیل اصلی این مشکلات، گرم شدن در ناحیه شیار برش و حفظ سوسپانسیون ساینده است. HLSQ-700 این مشکلات را با استفاده از مدار خنککننده مهندسیشده حل میکند که هم حرارت را انتقال میدهد و هم سوسپانسیون را دفع میکند (دبی جریان 4 مترمکعب/ساعت)، همچنین با منطق درایو که گشتاور و نرخ پیشروی را هماهنگ میکند تا توان برش Pcut = F·v در محدوده بهترین قابلیتهای تیغه قرار گیرد. با توجه به اینکه سایش واحد با معکوس دبی جریان خنککننده متناسب است w ∝ 1/Q، کنترل یکپارچه دبی خنککننده، توان و نرخ پیشروی میتواند مؤلفههای حرارتی و ساینده سایش تیغه را کاهش دهد.

4. بارگیری و تخلیه تختهها سریعتر و ایمنتر
در تأسیسات صفحههای سنگی، چرخههای مکرر جرثقیل و موقعیتهای نگهداری چندعملیاتی هر دو بهطور رایج از نقاط باریک و عوامل خطر ایمنی محسوب میشوند. HLSQ-700 در این زمینه تحولآفرین است، زیرا دارای میز مایلشونده است که تا ۸۵° قابلیت مایل شدن دارد، همچنین سطح بالایی قابل حمل و رابطهای کاربرپسند دارد. نتیجه این است که شما میتوانید چندین چرخه بلندکردن را حذف کرده و به جای آن از بارگیری یکمرحلهای یا فهرستبندی مستقیم استفاده کنید. این امر منجر به کاهش زمان کمکی (ΔT = Tmanual - Ttilt)، زمان چرخه هر قطعه، وقفهها در زمان چرخه بارگیری و همچنین فرصتهای کلی برای حوادث میشود.
5. بازده بالاتر در اولین مرحله به لطف موقعیتیابی دقیق
زمان راهاندازی سریعتر، همچنین بهبود بازدهی در اولین مرحله، از طریق رفع خطای اساسی — عدم تراز اولیه — به دست میآید.
این کار از طریق کالیبراسیون لیزری با دستگاه HLSQ-700 و با استفاده از یک حلقه فیدبک خطی مغناطیسی از یک PLC برای اصلاح مداوم موقعیتدهی به دست میآید. چنین سیستمی مقدار خطای ε را کاهش داده و احتمال عبور دسته از آزمون را که به صورت P(pass) = P(|ε|≤Ttol) بیان میشود، افزایش میدهد.
نتیجه عملی این است که تعدیلهای دستی کمتری در هر دسته لازم است و بازده اولین بار بالاتر و یکنواختتری نسبت به سیستمهایی که به علامتگذاری دستی یا توقفهای کموضوح متکی هستند، حاصل میشود.
6. دسترسی بالاتر با طراحی یکپارچه سیستم
توقفهای غیرمنتظره معمولاً ناشی از رابطهای شکننده، قطعات دسترسیناپذیر و کنترلهای غیرمعمول است. دستگاه HLSQ-700 با ماژولار کردن قطعات مکانیکی، الکتریکی و هیدرولیکی، ترویج استانداردسازی و انتقال کنترلها به منطق PLC، با این مشکلات مقابله میکند.
این بهبودها میانگین زمان بین خرابیها را افزایش داده و میانگین زمان تعمیر را کاهش میدهند و در نتیجه در دسترس بودن (Availability = MTBF / (MTBF + MTTR)) افزایش مییابد. بنابراین، تأثیر آن بر کسبوکار آشکار است، زیرا توقفهای برنامهریزینشده کمتری رخ میدهد، کمک به عیبیابی بهتر است و هزینه کل نگهداری در طول عمر ماشینهایی که از قطعاتی با رابط تصادفی یا غیرمنطقی ساخته شدهاند کمتر خواهد بود.

سوال: چه مدت یکبار باید اتصالات قاب و قطعات پیشران HLSQ-700 را بررسی کرد و در صورت شل بودن چه باید کرد؟
بررسی فستنرهای قاب دستگاه و قطعات انتقال و سفت کردن آنها هر دو ماه یکبار
سوال: سیستم کنترل الکتریکی چه مدت یکبار باید نگهداری شود؟
پ: سیستم کنترل الکتریکی را هر دو هفته یکبار بررسی کرده و نگهداری لازم را انجام دهید.
سوال: برای چرخدندههای باز و جعبه دنده از چه نوع گریس و با چه فواصل زمانی استفاده میشود؟
پ: در اتصال دندانههای باز، روانکاری دورهای به صورت دستی با گریس مایکرو 2# (گریس لیتیومی) انجام میشود و دوره روانکاری نیم ماه یا زمانی است که در محل اتصال دندانهها روانکاری وجود نداشته باشد. جعبه دنده نیز بهصورت دستی و دورهای با گریس مایکرو 2# (گریس لیتیومی) روانکاری میشود و دوره روانکاری 12 ماه یا زمانی است که در جعبه دنده گریس وجود نداشته باشد.