- نظرة عامة
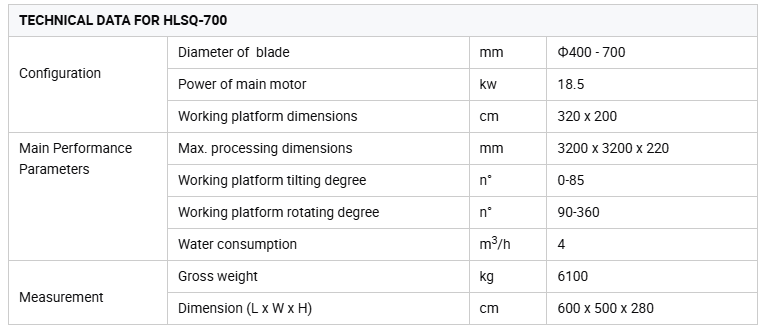
- المواصفات الفنية
- التطبيقات
- الميزة
- الأسئلة الشائعة
- المنتجات الموصى بها
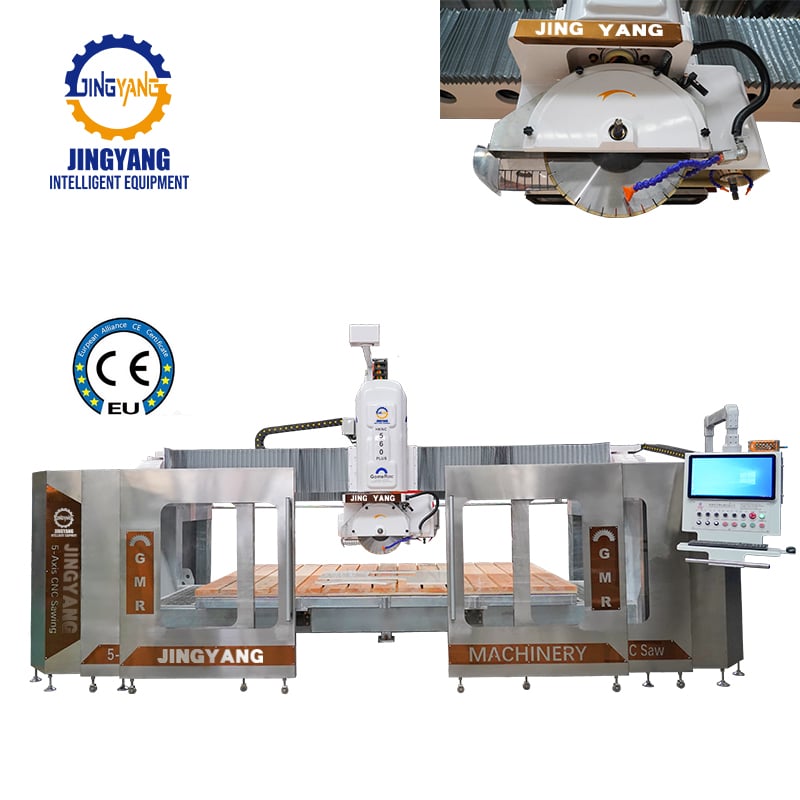
تم تصميم آلة قطع ألواح الرخام HLSQ-700 للمعالجة اللاحقة للحجر، حيث تقوم بقطع الألواح المنتجة بواسطة ماكينات تقطيع الكتل إلى أبعاد قياسية بدقة مستقرة وتشغيل مستمر.
في طريقة القطع التقليدية للألواح، غالبًا ما تنتج الانحرافات البعدية عن حركة التغذية غير المستقرة وقلة صلابة التوجيه. استنادًا إلى مبادئ استقرار الحركة وتوازن الأحمال، تعتمد آلة HLSQ-700 هيكلًا متكاملًا ميكانيكيًا وكهربائيًا وهيدروليكيًا، مقترنًا بعارضة جسرية صلبة ومسارات توجيه مغلقة ومغمورة بالزيت من الجانبين. ويضمن هذا التصميم حركة شفرة القطع الخطية المستقرة أثناء التشغيل ويقلل من التباين في الأبعاد.

على مستوى التحكم، يقوم نظام PLC بتنسيق عمق التغذية (h) وسرعة السير (v) مع تنظيم متغير للسرعة باستخدام تردد متغير، مما يحافظ على عملية القطع ضمن نطاق تشغيل مستقر يتناسب مع سرعة الشفرة وخصائص المادة. يمكن معالجة الألواح الكبيرة تلقائيًا من خلال إعداد المعاملات مرة واحدة فقط، ما يحسن الاتساق وسلامة التشغيل.

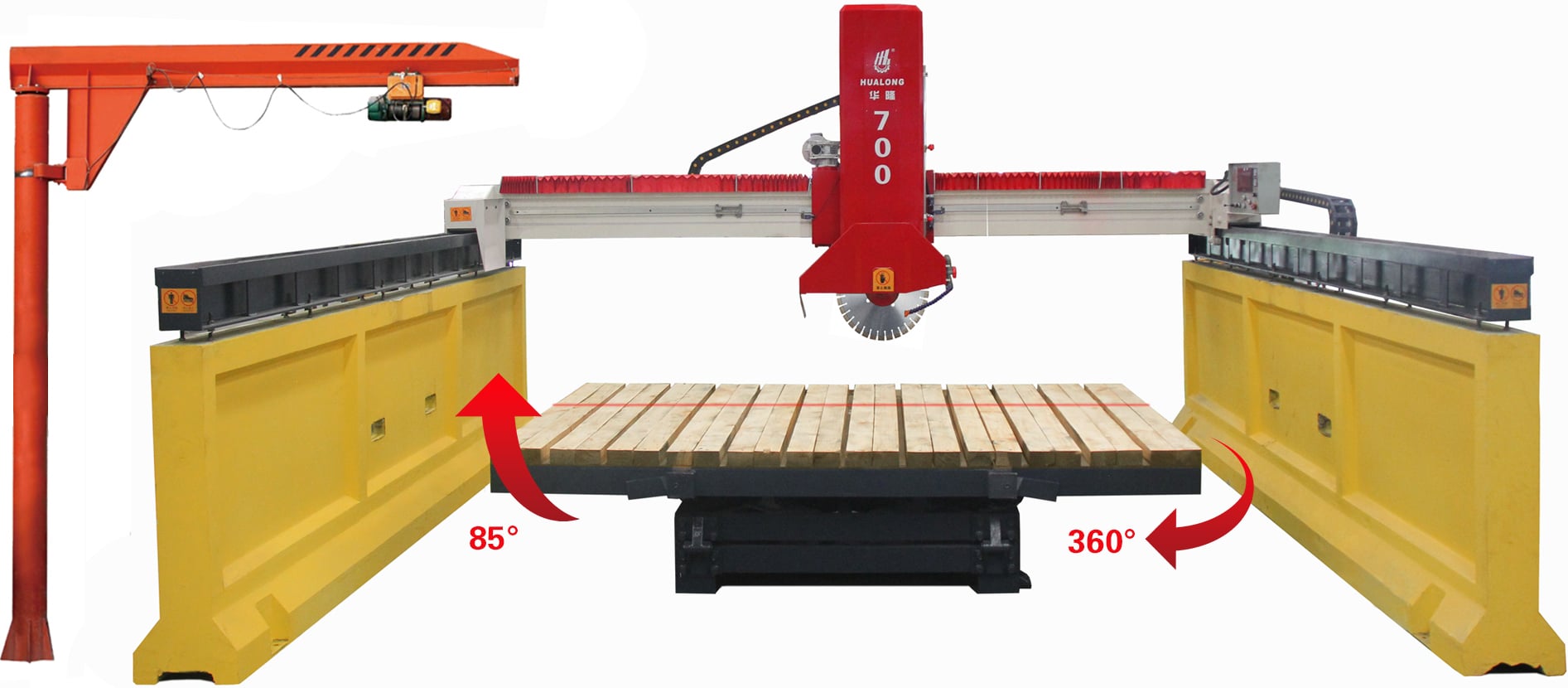
• النموذج: HLSQ-700 ( شهادة CE)
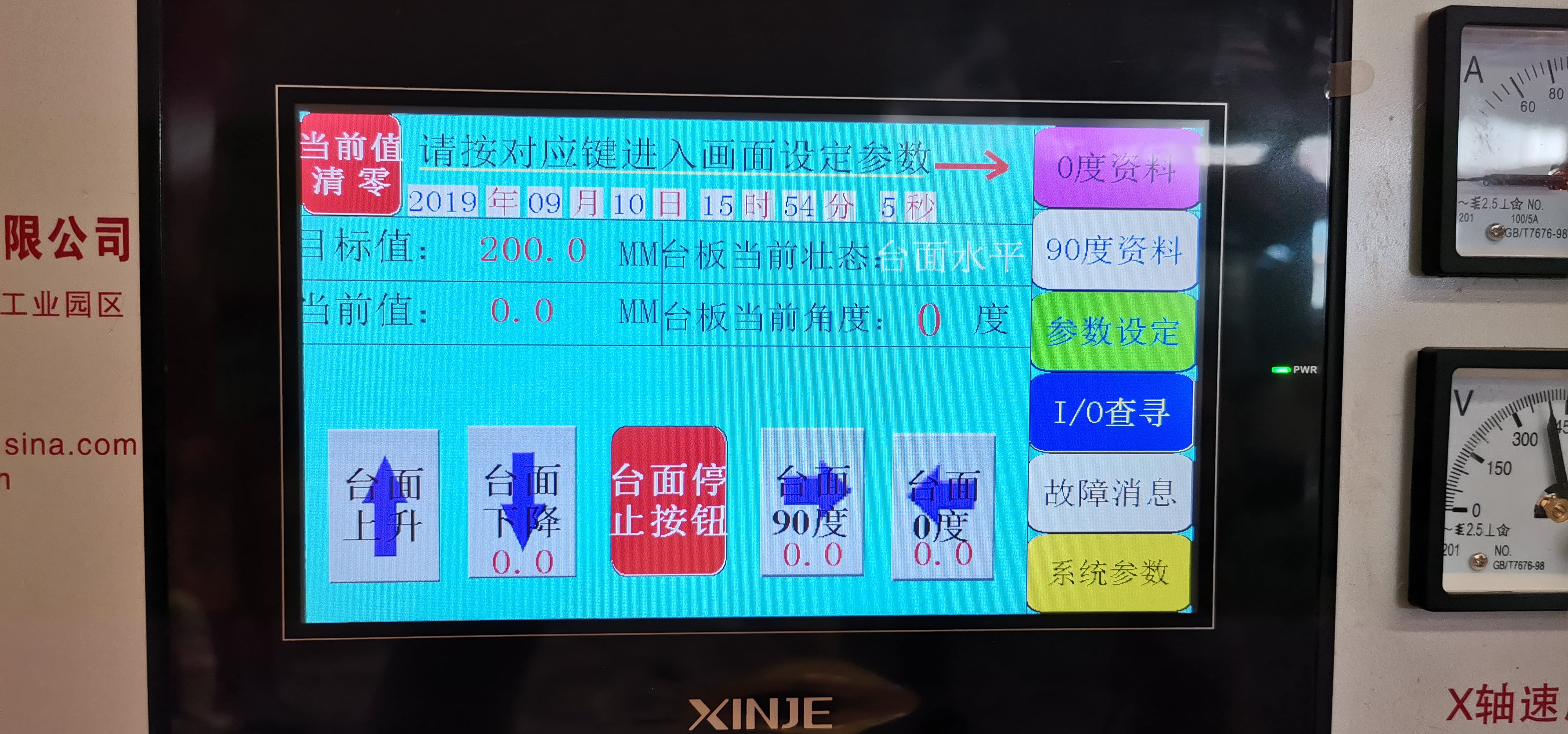
• نظام التحكم: PLC صناعي بشاشة لمس HMI.
• الموقع: نظام مزدوج: الأشعة تحت الحمراء لمحاذاة اللوح الكبير + ليزر خطي متقاطع لتوضيح دقيق لخط القطع.
• المدى الميكانيكي: مائل رأس القطع: 0-45° (اختياري); مائل سطح العمل: 0-85°؛ دوران سطح العمل: 360° مستمر.
• نظام الحركة: م guides على شكل حرف V مُصلبة ومطحونة على محاور X، Y، Z؛ محركات خدمية مع رد فعل دقيق عالي الدقة باستخدام المقياس المغناطيسي.
• السلامة الهيكلية: هيكل عرضي مصنوع من الحديد الزهر بسعة تحمل أحمال العمل عند التشغيل المستمر. يُصنع العارضة العرضية باستخدام عارضة عالمية مقاس #14 بدلاً من هيكل حديدي مربع مقاس #12، مما يوفر هيكل آلة أكثر قوة عند تحمل أحمال الأحجار.
• مؤشر الأداء الرئيسي: يحقق دقة موضعية في القطع تبلغ ± 0.5 ملم وإعادة تكرار تبلغ ±0.3mm ، مما يتيح تركيب الوصلات بشكل سلس.
• الطاقة والتوافق: محرك رئيسي للعمود الدوار بقدرة 18.5 كيلوواط؛ متوافق مع شفرات الماس ذات القطر من 400 مم إلى 700 مم.
بفضل تخطيط هيكلي منطقي، فإن جهاز HLSQ-700 سهل التركيب والصيانة، مما يجعله مناسبًا للإنتاج المستمر على المدى الطويل. ويدعم قطع الجرانيت، الرخام، المنتجات الأسمنتية، ولوحات السيليكات الكالسيومية، مع أقطار شفرات تتراوح من Ø400 إلى Ø700. ويتم التحكم في ضوضاء التشغيل عند ≤90 ديسيبل (أ)، دون أي انبعاثات عادم أثناء القطع، ما يستوفي المتطلبات البيئية والامتثال الشائعة في معالجة الحجر.

1. قطع اللبائن المستمر عالي الكفاءة
عالية الإنتاجية مع زمن دورة قابل للتنبؤ – غالبًا ما تواجه ورش العمل أوقات انتظار غير متوقعة بسبب أمور مثل إدخال المعاملات يدويًا، وإعادة التموضع الوسيطة، واختلاف مستوى مهارة المشغلين، مما يؤدي إلى فترات مساعدة كبيرة وغير منتظمة؛ يقوم HLSQ-700 بإزالة هذه المتغيرات عن طريق تثبيت وصفات القطع في وحدة التحكم المنطقية القابلة للبرمجة (PLC)، باستخدام محرك متغير السرعة منفصل بقدرة 18.5 كيلوواط وطاولة دوارة بزاوية 360 درجة، مع مقعد مائل بزاوية 85 درجة، مما يقلل بشكل فعال من وقت عمليات الرفع المتعددة بالرافعة؛ كما يحافظ على سرعة التغذية المطلوبة بطريقة حلقة مغلقة، بحيث تصبح أوقات القطع قابلة للتنبؤ وفق المعادلة Tcut = L/V، وأزمنة الدورة وفق المعادلة Tcycle = Tcut+Taux. ويحول HLSQ-700 الإنتاجية إلى معيار قابل للتكرار يتم التحكم به عبر المحرك بدل أن يكون متغيرًا يعتمد على المشغل.


2. دقة قطع مستقرة للحد من إعادة العمل
يحقق HLSQ-700 دقة هندسية متسقة بلا شك، مما قد يؤدي إلى رفض الألواح الحجرية المكتملة بناءً على مجموعة من العوامل مثل الانحراف الهيكلي، والتغذية الراجعة السيئة، وعدم المحاذاة. ويعالج هذا الجهاز ثلاثة مصادر للمشكلة: فأدلة V المغمورة بالزيت من الجهتين تحسّن من متانة الجهاز ضد قوى الانحناء، في حين يوفر الحد الرمز الدوار والمقياس الخطي المغناطيسي عالي الدقة تحديدًا دقيقًا للوضع ضمن حلقة مغلقة، وأخيرًا توفر إسقاطات الليزر المحاذاة الدقيقة. يمكن اختصار هذه الأخطاء في صيغة رياضية، حيث تتجمع الأخطاء كـ
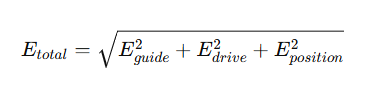
، وبتصحيح جميع المصادر الثلاثة، توفر الآلة تقليلًا في مستوى الخطأ الكلي Etotal.

3. تقليل تآكل الشفرة مع جودة شق قطع مستقرة
تمديد عمر الشفرة وضمان استقرار عرض شق القطع هدفان رئيسيان للمصانع التي تحتاج إلى تغيير الشفرات بشكل متكرر جدًا. السببان الرئيسيان لهذه المشكلة هما ارتفاع درجة الحرارة عند موقع الشق والاحتفاظ بملاط المواد الكاشطة. تقوم الوحدة HLSQ-700 بحل هاتين المسألتين من خلال دائرة تبريد مهندسة تم تصميمها لإزالة الحرارة بالحمل الحراري وإخراج الملاط (بمعدل تدفق 4 م³/س)، إضافة إلى منطق تشغيل يُزامن عزم الدوران ومعدل التغذية بحيث تكون قوة القطع Pcut = F·v ضمن أفضل قدرات الشفرة. وبما أن استهلاك الوحدة يتناسب عكسياً مع معدل تدفق سائل التبريد w ∝ 1/Q، فإن التحكم المتكامل في معدل تدفق سائل التبريد والقدرة ومعدل التغذية يمكنه كبح عناصر التآكل الناتجة عن الحرارة والمواد الكاشطة على الشفرة.

4. مناورة أسرع وأكثر أمانًا لللبائن
في منشآت الألواح الحجرية، تمثل دورات الرفع المتكررة للمعدات ومواقع التثبيت متعددة العمليات عادةً اختناقات شائعة وتمثّل في الوقت نفسه خطرًا على السلامة. ويمثل نظام HLSQ-700 تغييرًا جذريًا في هذا الصدد، بفضل طاولته المائلة التي يمكن أن تميل حتى 85°، وكذلك سطحها العلوي القابل للحمل وواجهاته السهلة التشغيل. والنتيجة النهائية تمكنك من إلغاء عدة دورات رفع لصالح التحميل خطوة واحدة أو الفهرسة المباشرة. مما يؤدي إلى تقليل الوقت المساعد (ΔT = Tيدوي - Tمائل)، والزمن الدوري لكل قطعة، وفترات الانقطاع في دورة المناورة، فضلاً عن تقليل الفرص الإجمالية للحوادث.
5. عائد أعلى من أول عملية بفضل تحديد المواقع بدقة
يتم تحقيق وقت إعداد أسرع، وكذلك تحسينات في نسبة الإنتاج من المحاولة الأولى، من خلال معالجة الخطأ الأساسي، وهو عدم المحاذاة الأولية.
يتم تحقيق ذلك من خلال معايرة الليزر باستخدام HLSQ-700 عبر حلقة تغذية راجعة خطية مغناطيسية من وحدة التحكم المنطقية القابلة للبرمجة (PLC) لتصحيح مستمر لموقع التمركز. ويقلل هذا النظام من قيمة الخطأ ε، كما يعزز احتمالية نجاح الدفعة، والذي يُعبّر عنه بالعلاقة P(pass) = P(|ε|≤Ttol).
النتيجة العملية هي الحاجة إلى تعديلات يدوية أقل لكل دفعة، وعائد أولي أعلى وأكثر اتساقًا مقارنة بالأنظمة التي تعتمد على العلامات اليدوية أو المحاور ذات الدقة المنخفضة.
6. توافر أعلى مع تصميم النظام المتكامل
عادةً ما ينتج التوقف غير المخطط له عن واجهات هشة، ومكونات يصعب الوصول إليها، وعناصر تحكم غير نمطية. ويتعامل نظام HLSQ-700 مع هذه المشكلات من خلال تقسيم المكونات الميكانيكية والكهربائية والهيدروليكية إلى وحدات نمطية، ودفع عجلة التوحيد القياسي، ونقل عناصر التحكم إلى منطق وحدة التحكم المنطقية القابلة للبرمجة (PLC).
تؤدي هذه التحسينات إلى زيادة متوسط الوقت بين الأعطال وانخفاض متوسط وقت الإصلاح، مما يزيد من معدل التوفر (التوفر = MTBF / (MTBF + MTTR)). وبالتالي، يكون الأثر على الأعمال واضحًا، حيث سيكون هناك توقف غير مخطط له أقل، ومساعدة أفضل في تشخيص الأعطال، وتكلفة إجمالية أقل للصيانة على مدى العمر الافتراضي لهذه الآلات المصنوعة من مكونات عشوائية أو متصلة بشكل غير منطقي.

س: كم مرة يجب أن أتحقق من المسامير على هيكل HLSQ-700 وأجزاء الدفع، وماذا لو كانت فضفاضة؟
أ: تحقق من مشابك هيكل الجهاز وأجزاء النقل وثبتها كل شهرين.
س: س: كم مرة يجب صيانة النظام الكهربائي للتحكم؟
ج: تحقق من النظام الكهربائي للتحكم وقم بإجراء الصيانة كل نصف شهر.
س: ما نوع الشحوم والفواصل الزمنية المحددة للتروس المكشوفة وصندوق التروس؟
ج: يعتمد تشابك التروس المفتوحة على تزييت دوري يدوي، باستخدام الشحوم Micro 2# (شحوم الليثيوم)، وتكون دورة التزييت نصف شهر أو قم بالتزييت عند عدم وجود شحوم في تشابك التروس. ويستخدم صندوق التروس تزييتًا دوريًا يدويًا، باستخدام الشحوم Micro 2# (شحوم الليثيوم)، وتكون دورة التزييت 12 شهرًا أو قم بالتزييت عند عدم وجود شحوم في صندوق التروس.