- Oversigt
- Specifikationer
- Anvendelser
- Fordele
- Ofte stillede spørgsmål
- Anbefalede Produkter
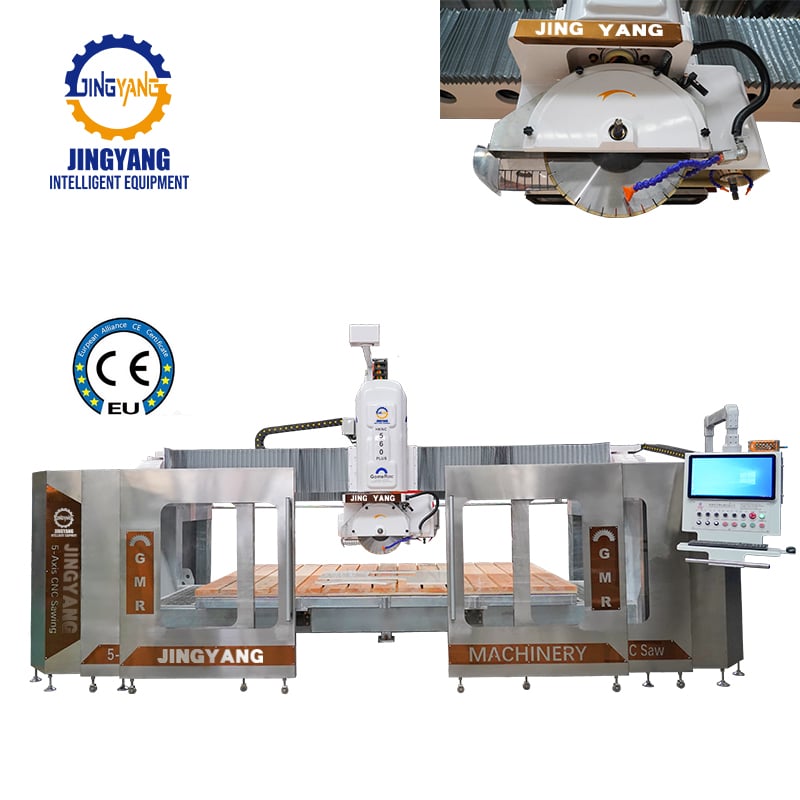
HLSQ-700 Marmorskive-skæremaskinen er designet til efterbearbejdning af sten, hvor den skærer skiver produceret af blokskærere til standardiserede dimensioner med stabil nøjagtighed og kontinuerlig drift.
Ved konventionel skiveskæring opstår dimensionelle afvigelser ofte på grund af ustabil tilgangsbevægelse og utilstrækkelig vejledningsstivhed. Baseret på principperne for bevægelsesstabilitet og lastbalance anvender HLSQ-700 en integreret mekanisk, elektrisk og hydraulisk konstruktion kombineret med en stiv brobjælke og dobbeltsidede oliebadssmurte guidebaner. Denne konstruktion sikrer stabil lineær bevægelse af klingen under skæringen og reducerer variationsbredde i dimensioner.

På styreenhedsniveau koordinerer et PLC-system tilgangsdybde (h) og transportfart (v) med hastighedsregulering i variabel frekvens, så skæreprocessen forbliver inden for et stabilt driftsområde, der passer til klingehastighed og materialeegenskaber. Store formater af plader kan behandles automatisk via én gang-indstilling af parametre, hvilket forbedrer ensartethed og driftssikkerhed.

• Model: HLSQ-700 ( CE-certificering)
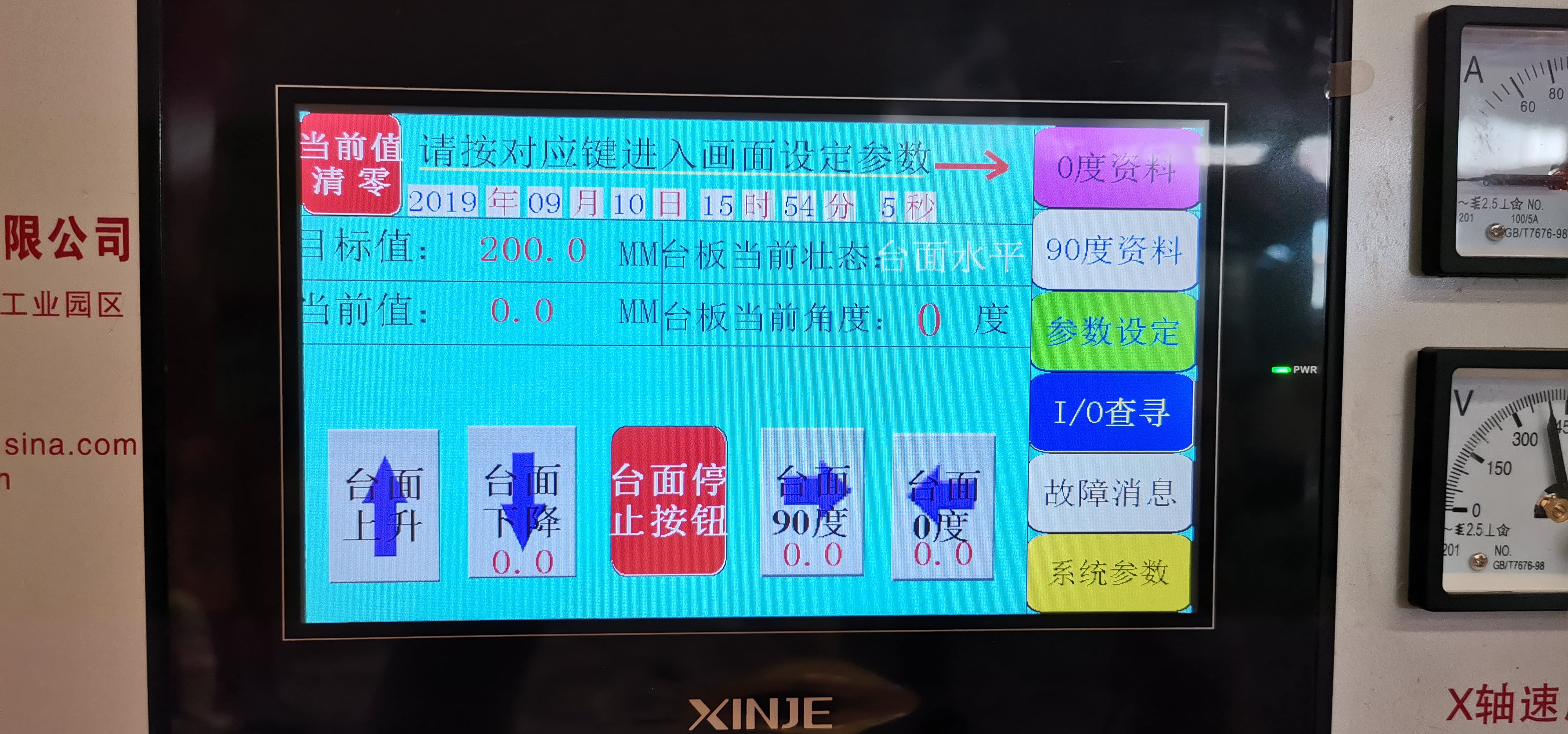
• Kontrolsystem: Industriel PLC med touchscreen HMI.
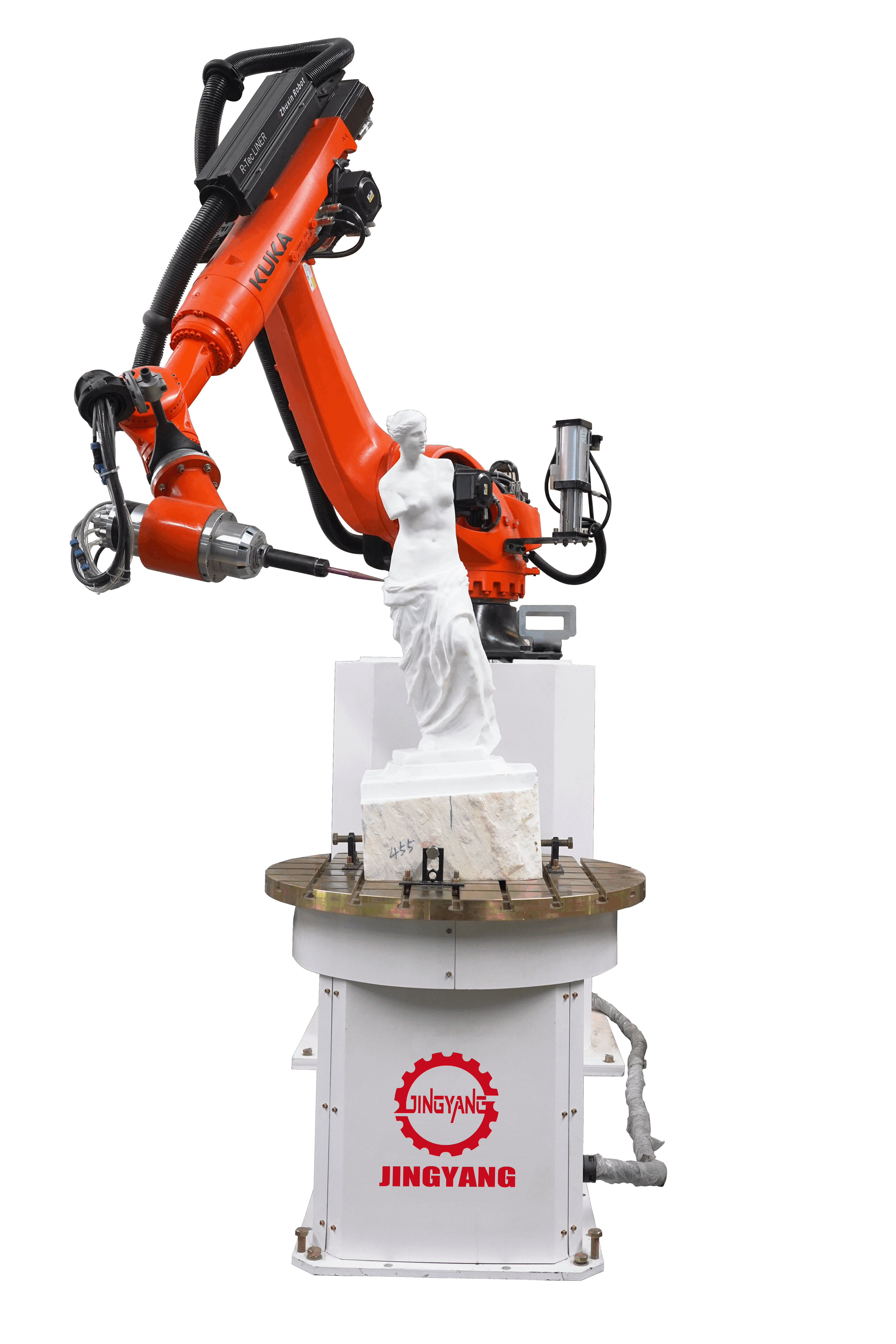
• Positionering: Dobbelt-system: Infrarød til grovpladejustering + Krydslaser til præcis visualisering af skærelinje.
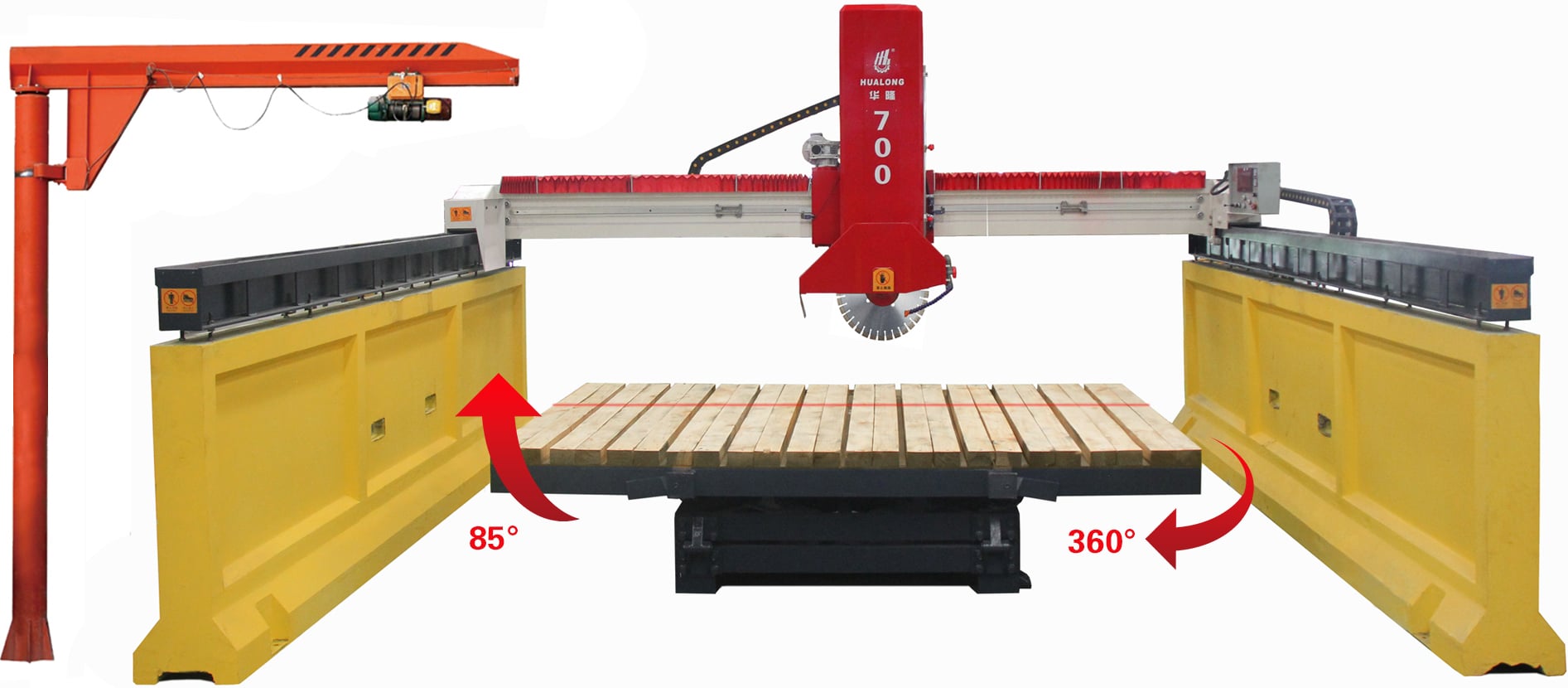
• Mekanisk område: Skærebrændertilt: 0-45° (valgfri); Arbejdsbord tilt: 0-85°; Arbejdsbord rotation: 360° kontinuert.
• Bevægelsessystem: Forstærkede og slibede V-formede guidestykker på X, Y, Z-akser; servo-drevet med højopløselig magnetisk skala feedback.
• Strukturel integritet: Jernstøbt tværbjælkestruktur med en kapacitet til arbejdslast ved kontinuerlig drift. Tværbjælken er fremstillet med en universel bjælke på #14 i stedet for en kassejernkonstruktion på #12 for en stærkere maskinkonstruktion, når den bærer stenlaster.
• Nøgle ydelsesmåling: Oprettelse af præcisionspositionering med en nøjagtighed på ±0,5mm og gentagelsesnøjagtighed på ±0.3mm , hvilket gør det muligt at opnå problemfri samling af samlinger.
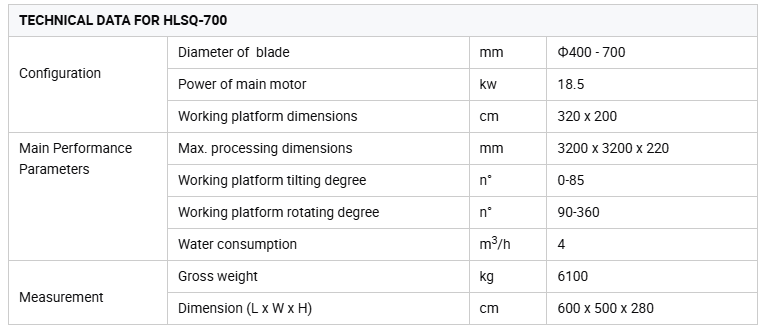
• Effekt og kompatibilitet: 18,5 kW hovedakselmotor; kompatibel med diamantskiver med diameter fra 400 mm til 700 mm.
Med en rationel strukturel layout er HLSQ-700 nem at installere og vedligeholde, hvilket gør den velegnet til langvarig kontinuerlig produktion. Den understøtter skæring af granit, marmor, cementprodukter og kalciumsilikatplader med skivediametre fra Ø400 til Ø700. Driftsstøj holdes under ≤90 dBA, og der er ingen udstødningsudslip under skæring, hvilket opfylder almindelige miljø- og overholdelseskrav inden for stenbearbejdning.

1. Højtydende kontinuerlig pladeskæring
Høj ydelse med forudsigelig cykeltid – værksteder kæmper ofte med uforudsigelige leveringstider på grund af f.eks. manuel indtastning af parametre, midlertidig omplacering og variationer i operatørens færdighedsniveau, hvilket resulterer i store og uregelmæssige hjælpetider; HLSQ-700 eliminerer disse variable ved at låse skærecepter ind i deres PLC, ved hjælp af en separat 18,5 kW variabel hastighedsdrev og et 360-graders roterbord, kombineret med et bord, der kan hældes 85 grader, hvilket effektivt reducerer tiden til kranoperationer i flere trin; det holder også den krævede fødehastighed i en lukket løkke, således at skæretider bliver forudsigelige, med Tskære = L/V og cyklustider på Tcyklus = Tskære + Thjælp. HLSQ-700 gør ydelsen til en gentagelig, drevstyret størrelse frem for en operatørafhængig variabel.


2. Stabil skærepræcision for at reducere ombearbejdning
HLSQ-700 opnår konsekvent geometrisk præcision uden tvivl, hvilket kan resultere i forkastede færdige stenpaneler baseret på kombinationen af strukturel nedbøjning, dårlig feedback og ukorrekt justering. Det løser tre kilder til problemet: dobbeltsidede oliebadede V-føringer forbedrer stivheden mod bøjningskræfter, mens den roterende kodende grænse og den højopløselige magnetiske lineal skala sikrer præcis lukket-sløjfe positionering, og endelig giver laserprojektionen nøjagtig justering. Disse fejl kan opsummeres i den matematiske formel, hvor fejlene kombineres som
, og ved at korrigere alle tre kilder leverer maskinen en reduktion af den samlede fejl Etotal niveau.

3. Mindre slibeskive-slid med stabil snitkvalitet
Forlængelse af slibeskivens levetid og stabil snitbredde er ofte mål for værksteder, der ofte skal skifte skiver. De to hovedårsager til disse problemer er opvarmning i snittet og ophobning af slibeslurien. HLSQ-700 løser disse problemer ved hjælp af en konstrueret køleoplandskreds, der både leder varmen væk og fjerner slurien (flowhastighed på 4 m³/h), samt en drevslogik, der synkroniserer drejningsmoment og tilførselshastighed, således at skære-effekten Pcut = F·v ligger inden for skivens optimale ydelsesområde. Da slidet pr. enhed er proportionalt med den omvendte kølevæskestrøm w ∝ 1/Q, kan den integrerede kontrol af kølevæskestrøm, effekt og tilførselshastighed undertrykke både termisk og abrasivt slid på skiven.

4. Hurtigere og sikrere håndtering af plader
I anlæg til flisplader er de typiske gentagne kranecykler og positioner til flere operationer almindelige flaskehalse og udgør en sikkerhedsrisiko. HLSQ-700 er et gennembrud i dette henseende, takket være sin kippelade, der kan kippe op til 85°, samt sin bærbare topoverflade og brugervenlige grænseflader. Resultatet er, at du kan eliminere flere løftecykler til fordel for én-trins-indlæsning eller direkte indiksering. Dette resulterer i reduceret hjælpetid (ΔT = Tmanual - Ttilt), cyklustid pr. del, afbrydelser i håndteringscyklus og generelt færre ulykkesrisici.
5. Højere første-gennemløbsudbytte gennem nøjagtig positionering
Hurtigere opsætningstid samt forbedringer i første-gennemløbsudbytte opnås ved at adressere den grundlæggende fejl – begyndende misjustering.
Dette opnås gennem laserkalibrering med HLSQ-700 via en magnetisk lineær tilbagemeldingssløjfe fra en PLC til kontinuerlig korrektion af positionering. Et sådant system formindsker fejlværdien ε samt øger sandsynligheden for at godkende et parti, som udtrykkes som P(gennemført) = P(|ε|≤Ttol).
Det praktiske resultat er færre manuelle justeringer, som altid kræves pr. batch, og et højere og mere konsekvent udbytte ved første forsøg, sammenlignet med systemer, der er afhængige af manuelle markeringer eller stop med lav opløsning.
6. Højere tilgængelighed med integreret systemdesign
Uforvarende nedetid skyldes typisk skrøbelige grænseflader, komponenter, der er vanskelige at få adgang til, og usædvanlige styresystemer. HLSQ-700 løser disse problemer ved at modulopdele mekaniske, elektriske og hydrauliske komponenter, fremme standardisering og overføre styringen til PLC-logik.
Disse forbedringer øger gennemsnitlig tid mellem fejl og formindsker gennemsnitlig reparationstid, hvilket øger tilgængeligheden (Tilgængelighed = MTBF / (MTBF + MTTR)). Således er virkningerne på virksomheden tydelige, da der vil være mindre uplanlagt nedetid, bedre fejlfinding samt lavere samlet vedligeholdelsesomkostning i maskinens levetid for sådanne maskiner bygget af tilfældige eller logisk dårligt integrerede komponenter.

Spørgsmål: Hvor ofte bør jeg tjekke fastgørelsesdele på HLSQ-700 ramme og drivdelene, og hvad gør jeg, hvis de er løse?
A: Tjek fastgørelserne af maskinrakken og transmissionens dele, og stram dem hvert andet måned.
- Hvad? Hvor ofte bør den elektriske styreenhed vedligeholdes?
A: Tjek den elektriske styreenhed og udfør vedligeholdelse hvert halve måned.
Spørgsmål: Hvilken smøremiddeltype og intervaller er angivet for åbne gear og gearkassen?
A: Åben tandhjulsmating anvender kunstig periodisk smøring med fedt Micro 2# (lithiumfedt), og smøringsperioden er en halv måned, eller der smøres, når der ikke er smøring i tandhjulsmatingen. Gearkassen anvender kunstig periodisk smøring med fedt Micro 2# (lithiumfedt), og smøringsperioden er 12 måneder, eller der smøres, når der ikke er fedt i gearkassen.