- Przegląd
- Specyfikacje
- Zastosowania
- Zalety
- Często zadawane pytania
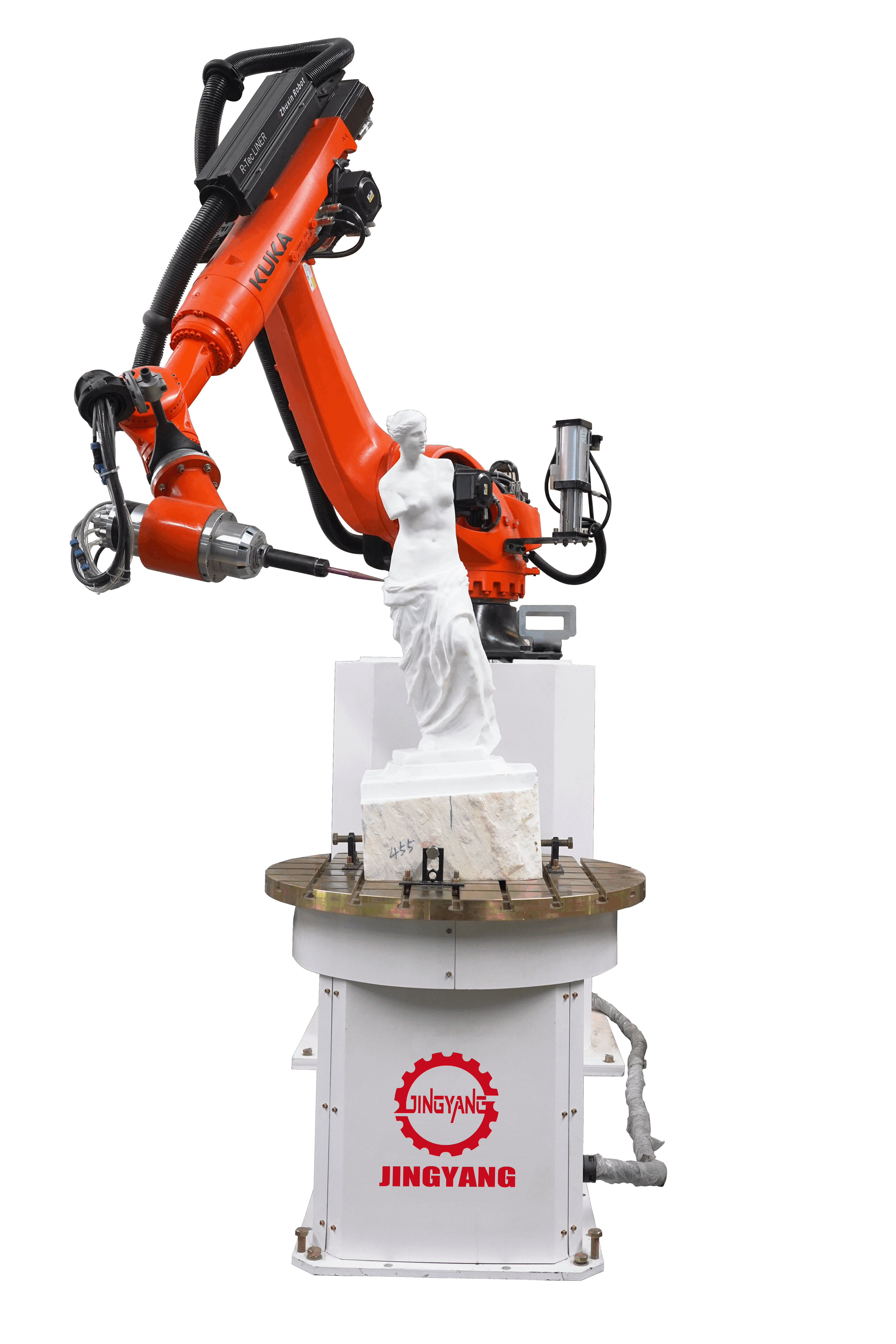
- Polecane produkty
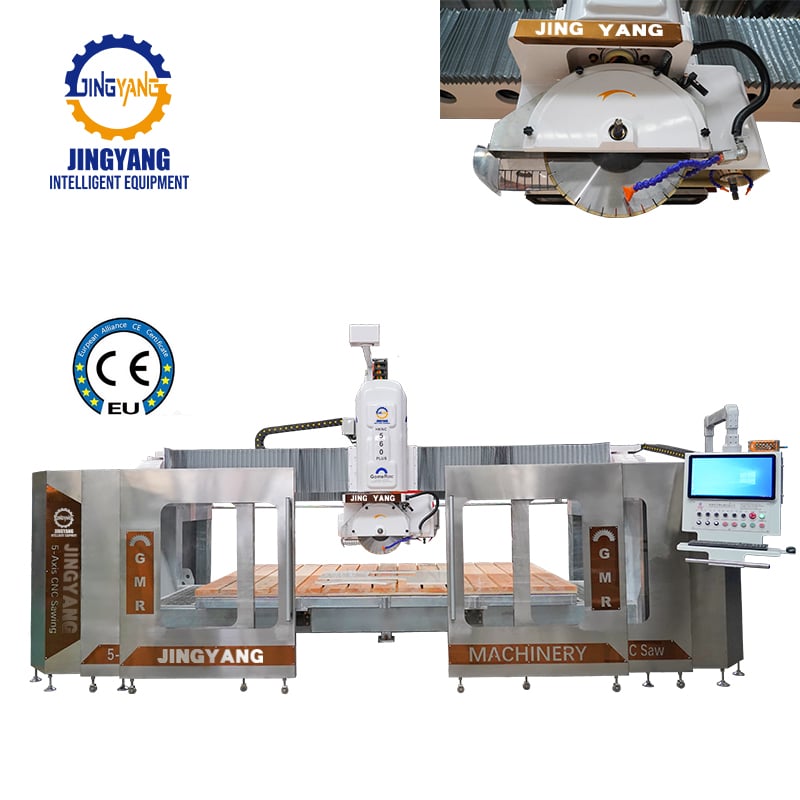
Maszyna do cięcia płyt marmurowych HLSQ-700 jest przeznaczona do dalszej obróbki kamienia, cięcia płyt produkowanych przez urządzenia tnące bloki na standardowe wymiary z stabilną dokładnością i możliwością ciągłej pracy.
W tradycyjnym cięciu płyt odchylenia wymiarowe często wynikają ze niestabilnego ruchu posuwu i niewystarczającej sztywności prowadnic. W oparciu o zasadę stabilności ruchu i równowagi obciążenia, model HLSQ-700 wykorzystuje zintegrowaną konstrukcję mechaniczną, elektryczną i hydrauliczną, w połączeniu z sztywnym belką mostową oraz dwustronnymi uszczelnionymi prowadnicami zanurzonymi w oleju. Taki projekt zapewnia stabilny ruch liniowy piły podczas cięcia i zmniejsza różnice wymiarów.

Na poziomie sterowania system PLC koordynuje głębokość posuwu (h) i prędkość jazdy (v) za pomocą regulacji prędkości o zmiennej częstotliwości, utrzymując proces cięcia w stabilnym zakresie roboczym dostosowanym do prędkości piły oraz właściwości materiału. Płyny formatu dużego mogą być przetwarzane automatycznie poprzez jednorazowe ustawienie parametrów, co poprawia spójność i bezpieczeństwo pracy.

• Model: HLSQ-700( Certyfikat CE)
• System kontrolny: PLC przemysłowe z ekranem dotykowym HMI.
• Pozycjonowanie: System podwójny: podczerwień do wyrównywania grubych płyt + laser liniowy krzyżowy do precyzyjnej wizualizacji linii cięcia.
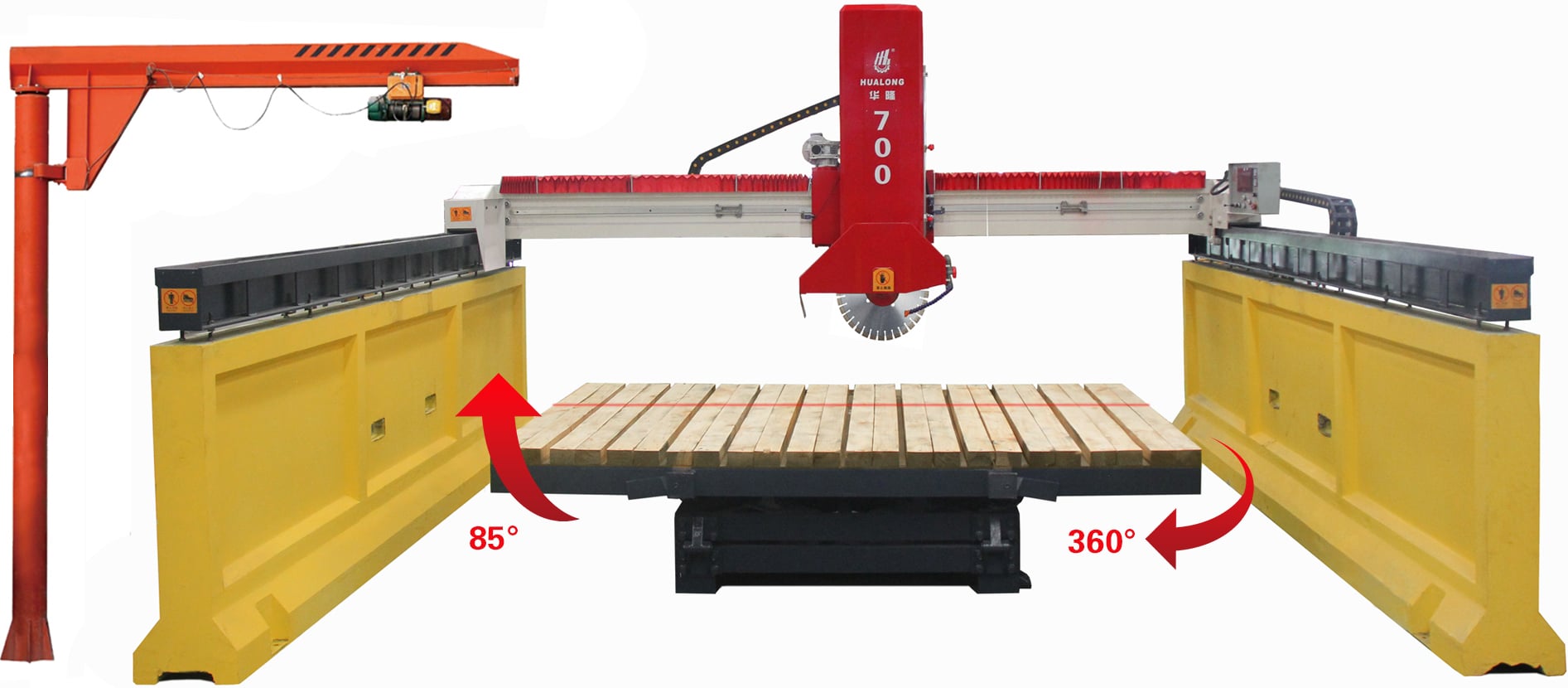
• Zakres mechaniczny: Nachylenie głowicy tnącej: 0–45° (opcjonalnie); Nachylenie stołu roboczego: 0–85°; Obrót stołu roboczego: ciągły 360°.
• System ruchu: Wygrubowane i szlifowane prowadnice typu V na osiach X, Y, Z; napęd serwosterowany z dokładnym sprzężeniem zwrotnym za pomocą skali magnetycznej.
• Integralność konstrukcyjna: Konstrukcja żeliwnego belka poprzecznego o dużej nośności podczas pracy ciągłej. Belka wykonana z uniwersalnego dźwigara #14 zamiast konstrukcji żeliwnej typu box #12, co zapewnia mocniejszą strukturę maszyny przy obciążeniach kamieniem.
• Kluczowy wskaźnik wydajności: Osiąga dokładność pozycjonowania cięcia na poziomie ±0,5 mm i powtarzalność na poziomie ±0,3mm , umożliwiając bezproblemowe dopasowanie styków.
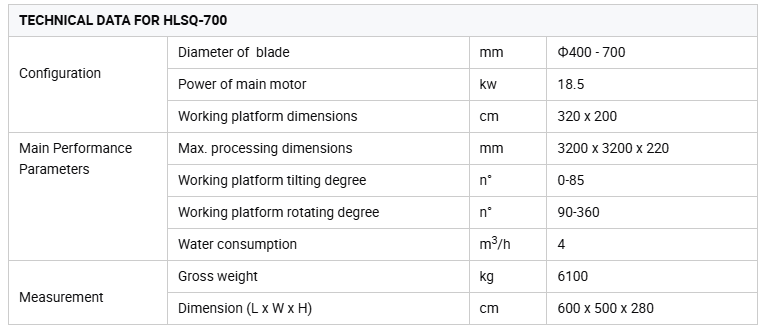
• Moc i kompatybilność: silnik główny wrzeciona 18,5 kW; kompatybilny z tarczami diamentowymi o średnicy od 400 mm do 700 mm.
Dzięki racjonalnej konstrukcji układu, model HLSQ-700 jest łatwy w instalacji i konserwacji, co czyni go odpowiednim do długotrwałej produkcji ciągłej. Obsługuje cięcie granitu, marmuru, wyrobów cementowych oraz płyt krzemianowo-wapniowych przy średnicach tarcz od Ø400 do Ø700. Poziom hałasu podczas pracy nie przekracza 90 dBA, a podczas cięcia nie występują emisje spalin, spełniając typowe wymagania środowiskowe i zgodności obowiązujące w przetwórstwie kamienia.

1. Wysokowydajne ciągłe cięcie płyt
Wysoka wydajność przy przewidywalnym czasie cyklu – warsztaty często borykają się z nieprzewidywalnymi czasami realizacji spowodowanymi takimi czynnikami jak ręczne wprowadzanie parametrów, konieczność pośredniego przestawiania elementów oraz różny poziom umiejętności operatorów, co skutkuje dużymi i nieregularnymi oknami czasu pomocniczego; HLSQ-700 eliminuje te zmienne poprzez zapisywanie receptur cięcia elementów w sterowniku PLC, wykorzystując oddzielny 18,5 kW napęd o zmiennej prędkości oraz stoł obrotowy o zakresie 360 stopni, w połączeniu z podstawą nachylaną do 85 stopni, co efektywnie skraca czas operacji wieloetapowego przemieszczania suwnicą; urządzenie utrzymuje również wymaganą prędkość posuwu w sposób zamknięty (closed-loop), dzięki czemu czas cięcia staje się przewidywalny, wynosząc Tcięcia = L/V, a czas cyklu to Tcyklu = Tcięcia + Tpomoc.. HLSQ-700 przekształca wydajność w powtarzalną, kontrolowaną przez napęd wartość, a nie zmienną zależną od operatora.


2. Stabilna dokładność cięcia redukująca konieczność poprawek
HLSQ-700 osiąga stałą precyzję geometryczną bez wątpienia, co może prowadzić do odrzucenia ukończonych paneli kamieni na podstawie kombinacji odkształcenia strukturalnego, słabego sprzężenia zwrotnego i niewłaściwego wyrównania. Rozwiązuje on trzy źródła problemu: dwustronne V-kształtne prowadnice zanurzone w oleju poprawiają sztywność na siły zginające, podczas gdy obrotowy kodowany przełącznik graniczny oraz magnetyczna linia pomiarowa wysokiej rozdzielczości zapewniają dokładne pozycjonowanie w układzie zamkniętym, wreszcie projekcja laserowa gwarantuje dokładne wyrównanie. Błędy te można podsumować za pomocą wzoru matematycznego, błędy sumują się jako
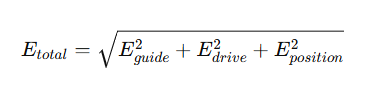
, a poprzez korygowanie wszystkich trzech źródeł, maszyna zapewnia redukcję poziomu całkowitego błędu Etotal.

3. Zmniejszone zużycie piły przy stabilnej jakości szczeliny
Wydłużenie żywotności piły oraz stabilna szerokość cięcia są często celami warsztatów, które muszą bardzo często wymieniać tarcze. Dwa główne powody tych problemów to nagrzewanie się w strefie cięcia oraz zatrzymywanie się pasty ścierniej. Model HLSQ-700 rozwiązuje te problemy dzięki zaprojektowanemu obiegowi chłodzenia, który odprowadza ciepło i usuwa pastę (przepływ 4 m³/h), a także dzięki logice napędu synchronizującej moment obrotowy i prędkość posuwu, tak aby moc cięcia Pcut = F·v mieściła się w optymalnym zakresie możliwości tarczy. Ponieważ zużycie jednostkowe jest proporcjonalne do odwrotności przepływu chłodziwa w ∝ 1/Q, zintegrowana kontrola przepływu chłodziwa, mocy i prędkości posuwu może ograniczyć termiczne i ściernie komponenty zużycia tarczy.

4. Szybsze i bezpieczniejsze manipulowanie płytami
W zakładach zajmujących się płytami kamiennymi typowe powtarzające się cykle suwnic oraz wielokrotne operacje trzymania stanowią zarówno częste wąskie gardła, jak i zagrożenie dla bezpieczeństwa. HLSQ-700 stanowi przełom w tym zakresie dzięki stołowi przechylnemu, który może być nachylony aż do 85°, przenośnej powierzchni wierzchniej oraz przyjaznym dla operatora interfejsom. Efektem jest możliwość wyeliminowania kilku cykli podnoszenia na rzecz jednoetapowego załadunku lub bezpośredniego indeksowania. Skutkuje to skróceniem czasu pomocniczego (ΔT = Tmanual - Ttilt), czasu cyklu na element, przerw w cyklu obsługi oraz ogólnej liczby możliwości wystąpienia wypadków.
5. Wyższa wydajność pierwszego przebiegu dzięki dokładnemu pozycjonowaniu
Szybsza zmiana ustawień, a także poprawa wydajności pierwszego przebiegu, są osiągane poprzez eliminację podstawowego błędu — początkowego niewyważenia.
Osiąga się to poprzez kalibrację laserową za pomocą HLSQ-700 poprzez magnetyczny obwód sprzężenia zwrotnego z PLC, umożliwiający ciągłą korektę pozycjonowania. Taki system zmniejsza wartość błędu ε oraz zwiększa prawdopodobieństwo akceptacji partii, które wyraża się jako P(pass) = P(|ε|≤Ttol).
Wynik praktyczny to mniejsza liczba ręcznych regulacji wymaganych dla każdej partii oraz wyższy i bardziej spójny wskaźnik wydajności przy pierwszym podejściu w porównaniu z systemami opartymi na ręcznych znacznikach lub zatrzymaniu o niskiej rozdzielczości.
6. Wyższa dostępność dzięki zintegrowanej konstrukcji systemu
Nieplanowane przestoje są zazwyczaj spowodowane kruchymi interfejsami, trudno dostępnymi komponentami oraz nietypowymi układami sterowania. HLSQ-700 radzi sobie z tymi problemami poprzez modularyzację komponentów mechanicznych, elektrycznych i hydraulicznych, standaryzację oraz przeniesienie sterowania do logiki PLC.
Te ulepszenia zwiększają średni czas między awariami i skracają średni czas naprawy, co zwiększa dostępność (Dostępność = MTBF / (MTBF + MTTR)). W związku z tym wpływ na działalność gospodarczą jest oczywisty, ponieważ wystąpi mniej przestojów spowodowanych awariami, lepsze wsparcie w lokalizowaniu usterek oraz niższy całkowity koszt utrzymania w całym okresie eksploatacji maszyn zbudowanych z losowych lub nielogicznie połączonych komponentów.

P: Jak często należy sprawdzać elementy łączące na ramie i zespołach napędowych HLSQ-700 oraz co zrobić, jeśli są luźne?
O: Sprawdzaj elementy łączące szafy maszyny i zespoły transmisyjne oraz dokręcaj je co dwa miesiące.
P: Jak często należy konserwować system sterowania elektrycznego?
A: Sprawdzaj system sterowania elektrycznego i wykonuj konserwację co pół miesiąca.
P: Jaki rodzaj smaru i interwały konserwacji są określone dla otwartych kół zębatych i skrzyni biegów?
A: Zazębienie otwarte wymaga okresowego smarowania ręcznego za pomocą smaru Grease Micro 2# (smar litowy), okres smarowania wynosi pół miesiąca lub należy wykonać smarowanie, gdy brakuje smaru w zazębieniu. Skrzynia biegów wymaga okresowego smarowania ręcznego za pomocą smaru Grease Micro 2# (smar litowy), okres smarowania wynosi 12 miesięcy lub należy wykonać smarowanie, gdy brakuje smaru w skrzyni biegów.