- Общ преглед
- Спецификации
- Приложения
- Предимство
- Често задавани въпроси
- Препоръчани продукти
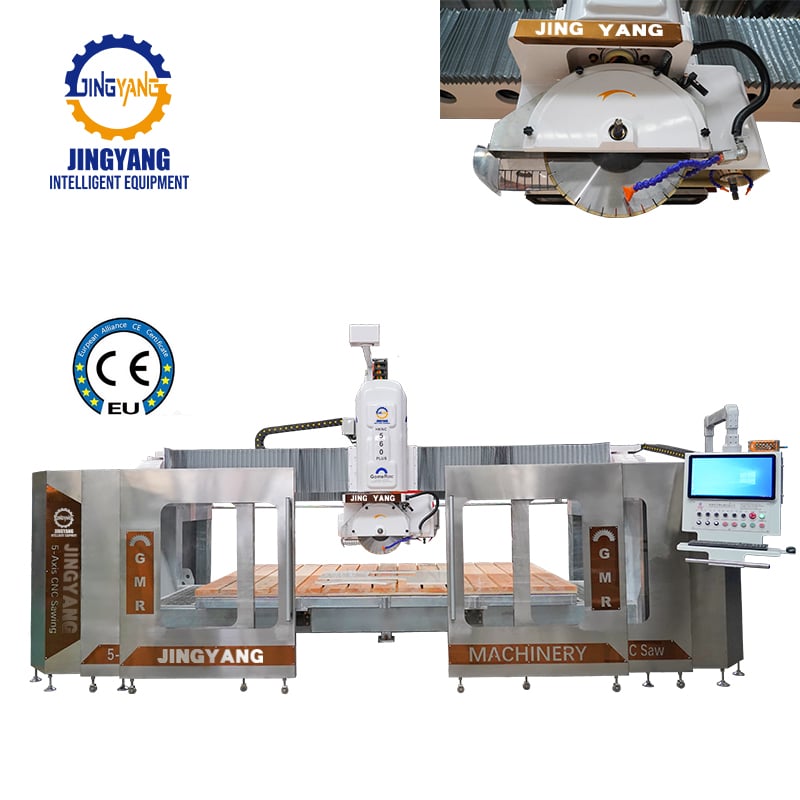
Машината за рязане на мраморни плочи HLSQ-700 е проектирана за вторична обработка на камък, като нарязва плочите, произведени от резачи на блокове, на стандартизирани размери с висока точност и непрекъсната работа.
При конвенционалното рязане на плочи често възникват отклонения в размерите поради нестабилно подаване и недостатъчна твърдост на воденето. Въз основа на принципите за стабилност на движението и баланс на натоварването, HLSQ-700 използва интегрирана механична, електрическа и хидравлична конструкция, комбинирана с масивна мостова греда и двустранни запечатани водещи релси с омасляване. Този дизайн осигурява стабилно линейно движение на диска по време на рязане и намалява отклоненията в размерите.

На ниво контрол, система с PLC координира дълбочината на подаване (h) и скоростта на придвижване (v) чрез регулиране на скоростта с променлива честота, като поддържа процеса на рязане в стабилен експлоатационен диапазон, съобразен със скоростта на диска и характеристиките на материала. Големи форматни плочи могат да се обработват автоматично чрез еднократно задаване на параметри, което подобрява последователността и оперативната безопасност.

• Модел: HLSQ-700( СЕ сертифициране)
• Система за управление: Промишлен PLC с HMI сензорен панел.
• Позициониране: Двоен систем: инфрачервен за грубо подравняване на плочи + кръстосан лазерен лъч за прецизна визуализация на линията за рязане.
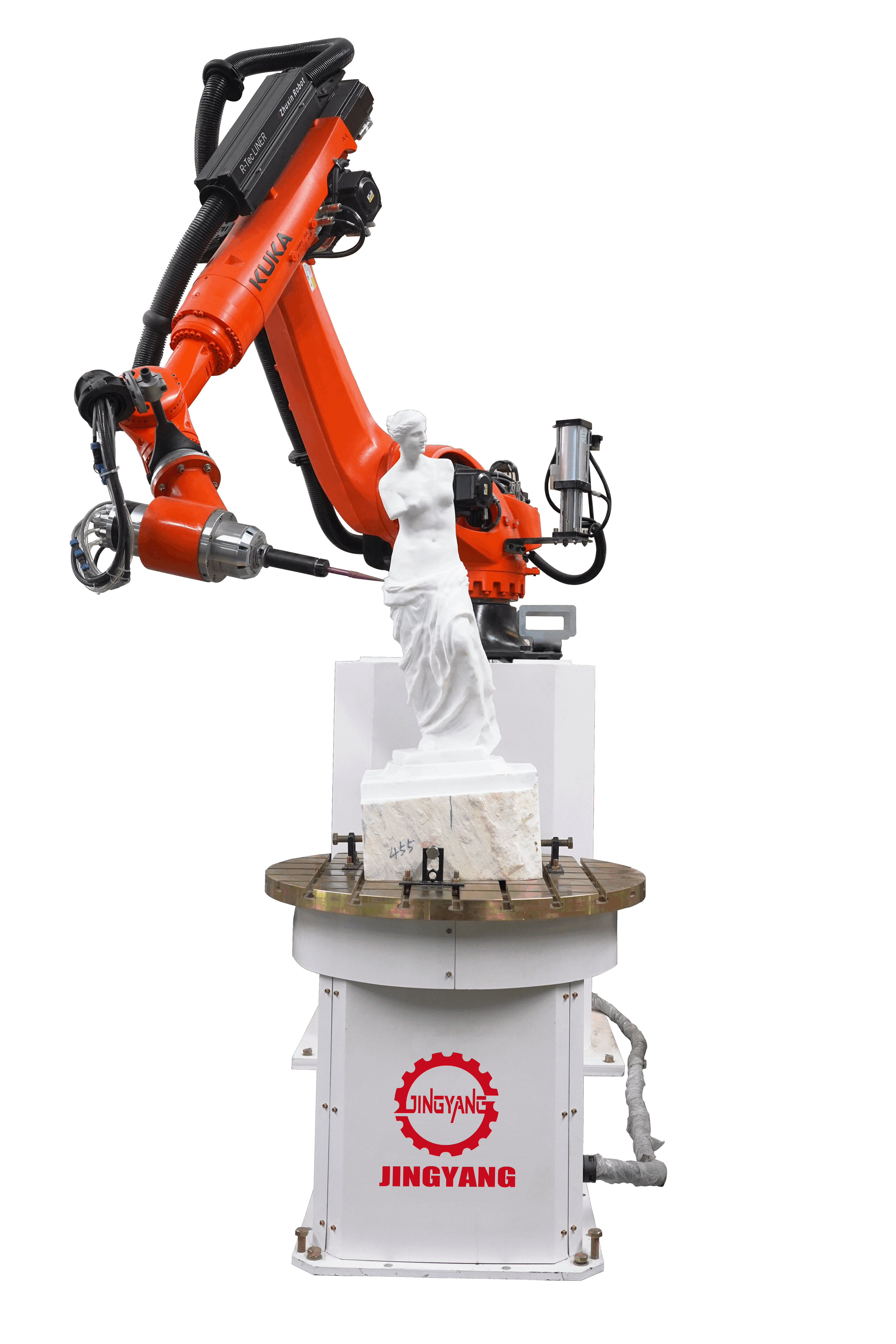
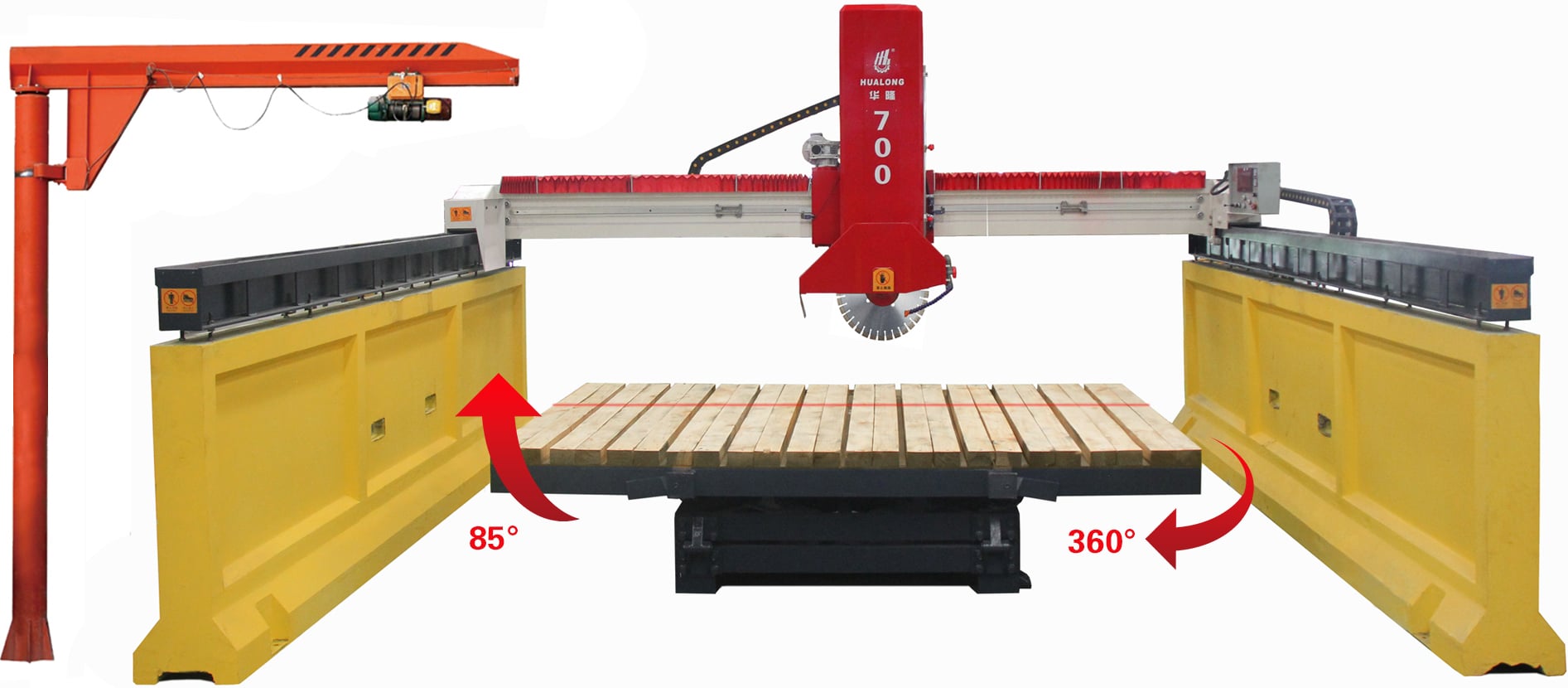
• Механичен диапазон: Наклон на режещата глава: 0–45° (опц.); Наклон на работната маса: 0–85°; Завъртане на работната маса: непрекъснато 360°.
• Система за движение: Накалени и шлайфовани V-образни водачи по осите X, Y, Z; задвижване чрез сервомотори с обратна връзка от високорезолюционен магнитен мащаб.
• Структурна цялост: Структура от чугунена напречна греда с капацитет за работни натоварвания при непрекъснато функциониране. Напречната греда е изпълнена с универсална греда №14 вместо кутийна чугунена конструкция №12, за по-здрава машина при носене на каменни натоварвания.
• Ключов показател за производителност: Постига изключителна точност в позиционирането от ±0.5мм и повтаряемост от ±0.3мм , което позволява безпроблемно съединяване на елементи.
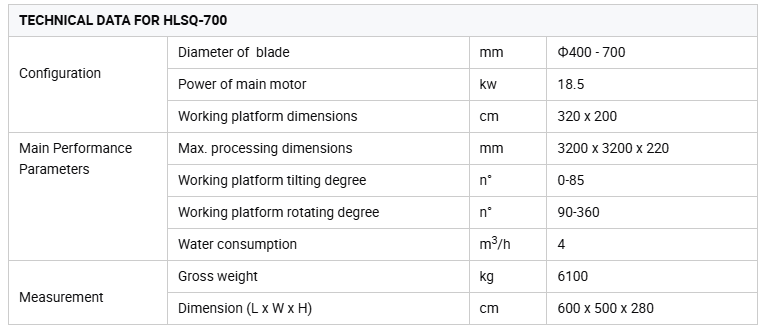
• Мощност и съвместимост: главен шпиндел двигател 18,5 kW; съвместим с диамантени дискове с диаметър от 400 мм до 700 мм.
Благодарение на рационалното разположение на конструкцията HLSQ-700 е лесен за инсталиране и поддръжка, което го прави подходящ за дългосрочна непрекъсната работа. Поддържа рязане на гранит, мрамор, циментови изделия и плочи от калциев силикат с диаметър на дисковете от Ø400 до Ø700. Шумовото ниво по време на работа е ограничено до ≤90 dBA, без емисии на отработени газове при рязане, съответствайки на разпространените изисквания за околната среда и съответствие в обработката на камък.

1. Високоефективно непрекъснато рязане на плочи
Висока производителност с предвидимо време за цикъл – работилниците често трябва да се справят с непредвидими водещи времена, причинени от ръчно въвеждане на параметри, междинно препозициониране и разлики в нивото на умения на операторите, което води до големи и нередовни спомагателни интервали; HLSQ-700 премахва тези променливи, като запазва рецептите за нарязване в своя PLC, използвайки отделен 18,5 kW двигател с променлива скорост и ротационна маса с ъгъл на завъртане 360 градуса, както и наклоняема маса с ъгъл до 85 градуса, което ефективно намалява времето за многократни операции с кран; устройството също поддържа зададената скорост на подаване по затворен контур, така че времето за рязане става предвидимо, при Tcut = L/V, а цикълното време – Tcycle = Tcut+Taux. HLSQ-700 превръща производителността в повтарящ се метричен показател, контролиран от задвижването, вместо в променлива, зависеща от оператора.


2. Стабилна точност на рязане за намаляване на преработката
HLSQ-700 постига непоклатима геометрична прецизност, без никакво съмнение, което може да доведе до отхвърляне на готовите каменни панели поради комбинацията от структурна деформация, лош обратен връзка и неточна подравняване. Той решава трите източника на този проблем: двустранни V-образни водачи, потопени в масло, повишават устойчивостта към огъващи сили, докато ротационният кодиран крайник и магнитната линейна скала с висока резолюция осигуряват прецизно позициониране в затворена верига; най-накрая лазерната проекция осигурява точна подравняване. Тези грешки могат да бъдат обобщени в математичната формула, при която грешките се комбинират като
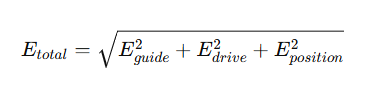
, и като коригира трите източника, машината осигурява намаляване на нивото на общата грешка Etotal.

3. Намален износ на диска със стабилно качество на реза
Удължаването на живота на диска и стабилният рез често са цели на работилниците, които трябва много често да сменят дисковете. Двете основни причини за тези проблеми са нагряването в зоната на реза и задържането на абразивната суспензия. HLSQ-700 решава тези проблеми чрез инженерно проектирана охлаждаща система, която отвежда топлината и отстранява суспензията (с дебит на потока от 4 m³/h), както и чрез логика на задвижване, която синхронизира въртящия момент и скоростта на подаване, така че режещата мощност Pcut = F·v да остава в оптималния диапазон на възможностите на диска. Тъй като единичният износ е пропорционален на обратната стойност на дебита на охлаждащата течност w ∝ 1/Q, интегрираният контрол върху дебита на охлаждане, мощността и скоростта на подаване може да потисне топлинните и абразивни компоненти на износа.

4. По-бързо и по-безопасно управление на плочите
Във фабриките за плочи от камък типичните повтарящи се цикли на крана и позициите за задържане при множество операции често са както задръствания, така и излагане на безопасностни рискове. HLSQ-700 представлява промяна в това отношение благодарение на накланящата се маса, която може да се наклони до 85°, както и портативната горна повърхност и приятелските към оператора интерфейси. Резултатът е възможността да се отстранят няколко цикъла за вдигане в полза на товарене в един ход или директно индексиране. Това води до намаляване на спомагателното време (ΔT = Tmanual - Ttilt), времето за цикъл на отделна част, прекъсванията в цикъла на обработката и общо взето – възможностите за злополуки.
5. По-висок добив при първи преминаване чрез точна позициониране
По-бързо време за настройка, както и подобрения в добива при първи преминаване, се постигат чрез отстраняване на основната грешка — първоначалното несъосване.
Това се постига чрез лазерна калибровка с HLSQ-700 чрез магнитен линеен обратен връзка от PLC за непрекъсната корекция на позиционирането. Такава система намалява стойността на грешката ε, както и увеличава вероятността за успешно минаване на партида, изразена като P(успех) = P(|ε|≤Ttol).
Практическият резултат е по-малко ръчни корекции, необходими за всяка партида, както и по-висок и по-постоянен добив при първи опит, в сравнение с системи, които разчитат на ръчни марки или стопове с ниска разделителна способност.
6. По-висока наличност благодарение на интегрирана системна конструкция
Непреднамереното простоюване обикновено се причинява от крехки интерфейси, труднодостъпни компоненти и нетипични контролни системи. HLSQ-700 се справя с тези проблеми, като модуларизира механичните, електрическите и хидравличните компоненти, насърчава стандартизацията и премества управлението към PLC логика.
Тези подобрения увеличават средното време между повредите и намаляват средното време за ремонт, което повишава наличността (Наличност = MTBF / (MTBF + MTTR)). Така че бизнес ефектът е очевиден, тъй като ще има по-малко непланирани простои, по-добра помощ при диагностика и по-ниска обща цена за поддръжка през целия живот на такива машини, сглобени от случайни или логически несвързани компоненти.

В: Колко често трябва да проверявам фиксиращите елементи на рамата и задвижващите части на HLSQ-700 и какво да правя, ако са разхлабени?
A: Проверявайте фиксиращите елементи на машинния скелет и предавателните части и ги затегляйте на всеки два месеца.
В: В: Колко често трябва да се поддържа електрическата система за управление?
A: Проверявайте електрическата система за управление и извършвайте поддръжка на всеки половин месец.
В: Какъв вид смазка и на какви интервали са предвидени за отворените зъбни колела и за предавателната кутия?
A: Отвореното зацепване изискава периодично ръчно смазване с грес Micro 2# (литиев грес), като периода за смазване е половин месец или поставяне на грес, когато в зацеплението няма смазка. Кутията за скорости се смазва периодично ръчно с грес Micro 2# (литиев грес), като периода за смазване е 12 месеца или поставяне на грес, когато в кутията за скорости няма грес.