- Огляд
- Специфікації
- Застосування
- Перевага
- Часті запитання
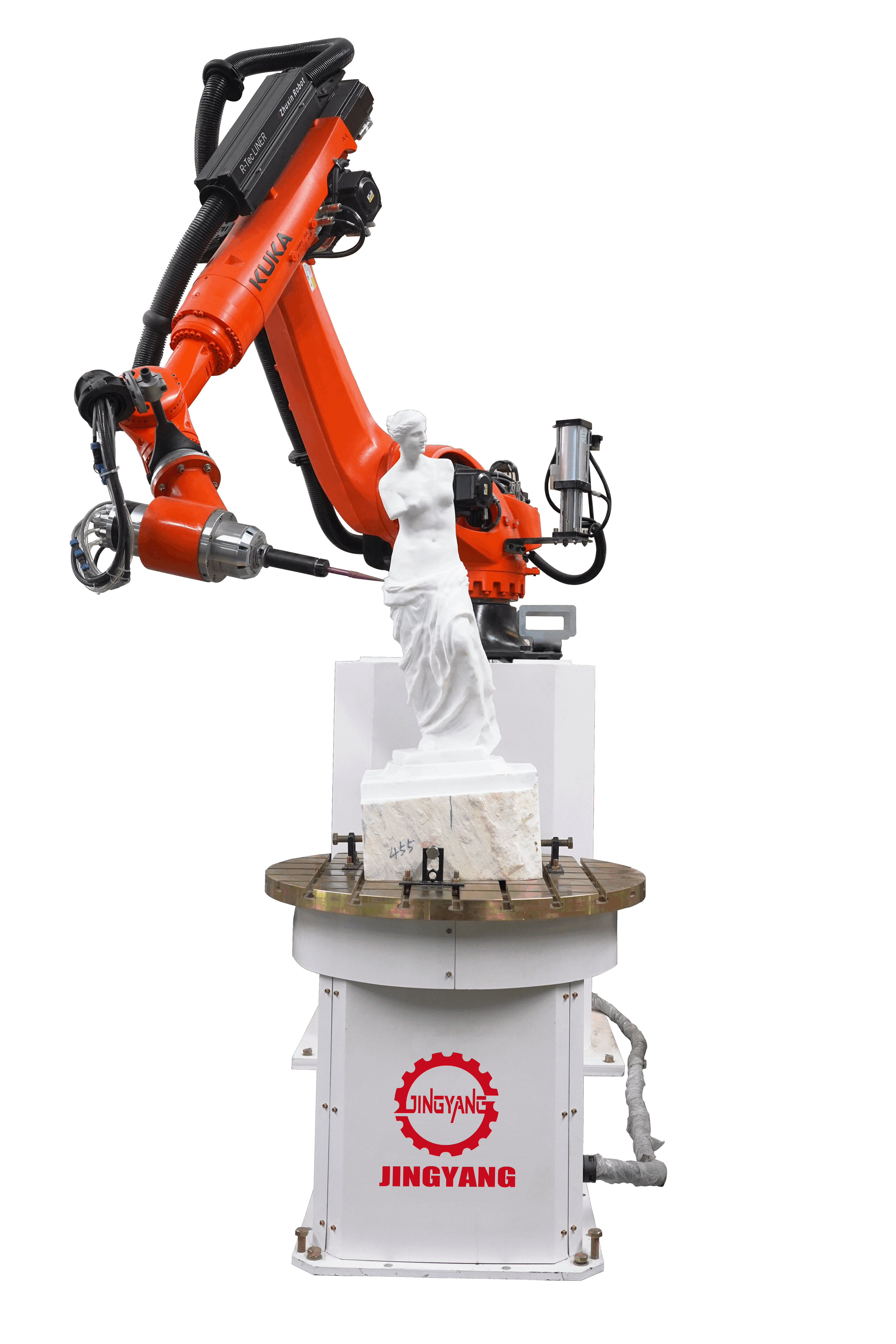
- Рекомендовані продукти
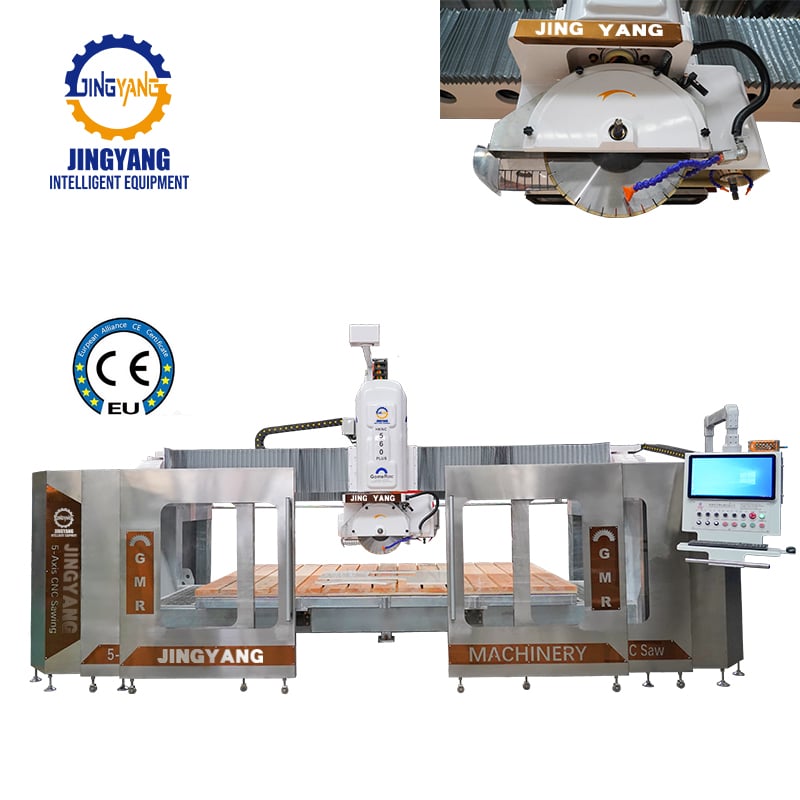
Мармурова різальна машина HLSQ-700 призначена для подальшої обробки каменю, розрізання плит, вироблених блоковими різалками, на стандартизовані розміри зі стабільною точністю та безперервною роботою.
При традиційному розрізанні плит відхилення у розмірах часто виникають через нестабільний рух подачі та недостатню жорсткість направляючих. На основі принципів стабільності руху та балансу навантаження машина HLSQ-700 використовує комплексну механічну, електричну та гідравлічну конструкцію в поєднанні з жорсткою містовою балкою та двосторонніми герметичними направляючими рейками з масляним зануренням. Ця конструкція забезпечує стабільний лінійний рух пилки під час різання та зменшує варіації у розмірах.

На рівні керування система PLC синхронізує глибину подачі (h) та швидкість переміщення (v) за допомогою регулювання частоти обертання, забезпечуючи стабільний діапазон різання, що відповідає швидкості різального інструменту та характеристикам матеріалу. Великогабаритні плити можна обробляти автоматично після одноразового встановлення параметрів, що покращує узгодженість та безпеку експлуатації.

• Модель: HLSQ-700( Сертифікація CE)
• Система управління: Промисловий ПЛК з сенсорним HMI.
• Розміщення: Подвійна система: інфрачервона для вирівнювання масивних плит + лазерна схрещена лінія для точного відображення лінії розрізу.
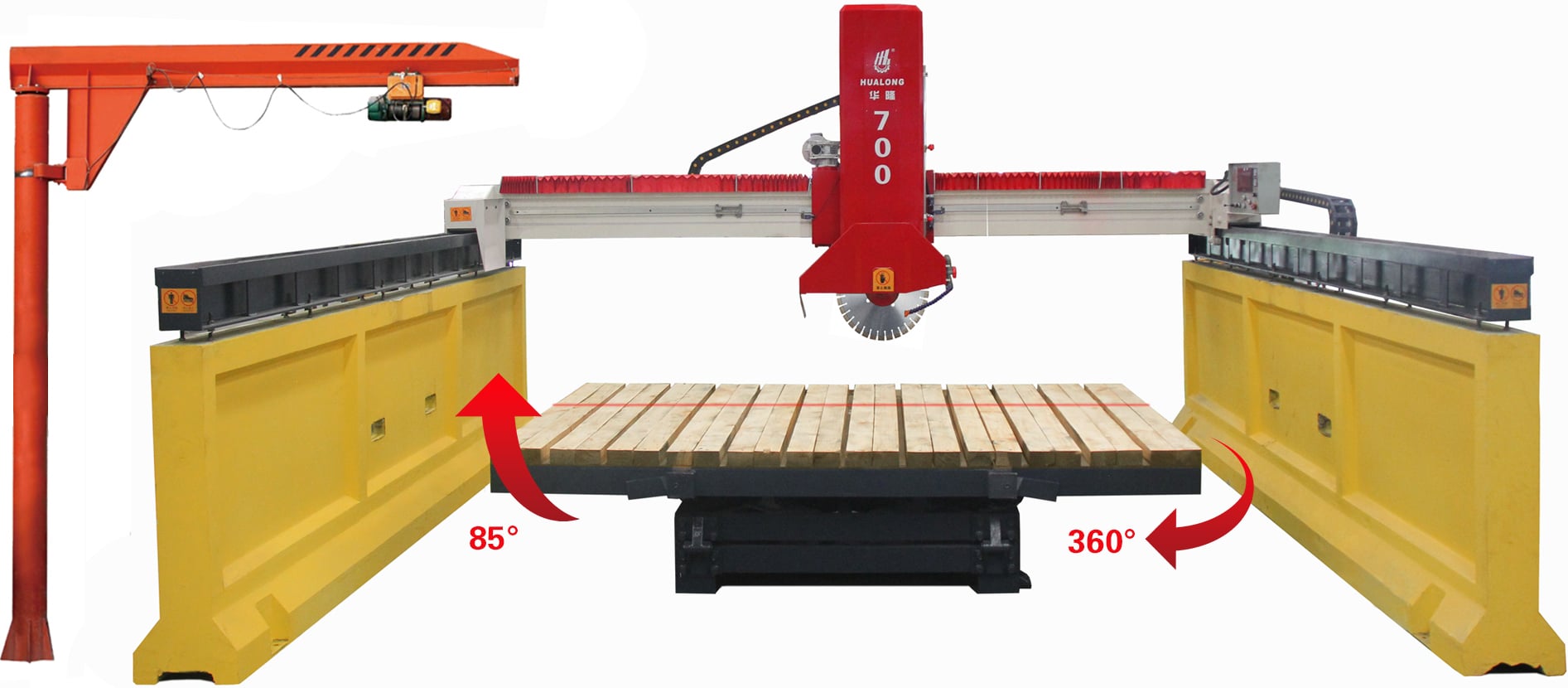
• Механічний діапазон: Нахил головки різання: 0–45° (опц.); Нахил робочого столу: 0–85°; Обертання робочого столу: 360° безперервне.
• Система руху: Закалені та шліфовані напрямні V-подібного типу по осях X, Y, Z; сервопривід із зворотним зв'язком за допомогою високоточних магнітних шкал.
• Структурна цілісність: Конструкція з чавунної поперечної балки, призначена для робочих навантажень під час безперервної експлуатації. Поперечна балка виготовлена з універсальної балки №14 замість коробчастої залізної конструкції №12, що забезпечує міцнішу структуру машини при сприйнятті навантажень від каменю.
• Ключовий показник продуктивності: Досягає високої точності позиціонування ±0,5 мм та повторюваності ±0.3мм , що забезпечує бездоганне з'єднання стиків.
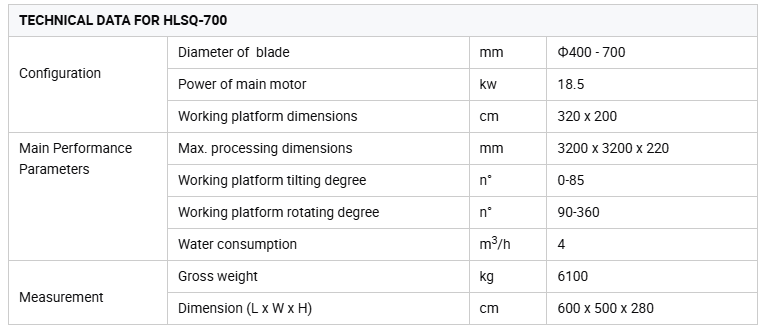
• Потужність та сумісність: головний шпиндельний двигун 18,5 кВт; сумісний з алмазними дисками діаметром від 400 мм до 700 мм.
Завдяки раціональній конструкції HLSQ-700 легко встановлювати та обслуговувати, що робить його придатним для тривалого безперервного виробництва. Він підтримує різання граніту, мармуру, цементних виробів та плит із силікату кальцію з діаметром диска від Ø400 до Ø700. Рівень шуму під час роботи не перевищує 90 дБА, а також відсутні викиди вихлопних газів під час різання, що відповідає загальним екологічним вимогам та нормам у сфері обробки каменю.

1. Високоефективне безперервне розпилювання плит
Висока продуктивність із передбачуваним часом циклу – майстерні часто стикаються з непередбачуваним часом виконання робіт через такі фактори, як ручне введення параметрів, проміжне переукладання матеріалу та різний рівень кваліфікації операторів, що призводить до значних і нерегулярних допоміжних інтервалів часу; HLSQ-700 усуває ці змінні шляхом фіксації рецептів різання деталей у своєму ПЛК, використовуючи окремий 18,5-кВт привод зі змінною швидкістю та поворотний стіл на 360 градусів разом із нахиленою лавою на 85 градусів, що ефективно скорочує час багатоступеневих операцій із переміщенням краном; крім того, він підтримує необхідну швидкість подачі в замкнутому циклі, завдяки чому час різання стає передбачуваним: Tcut = L/V, а цикли — Tcycle = Tcut+Taux. HLSQ-700 перетворює продуктивність на повторювану метрику, керовану приводом, а не змінну, що залежить від оператора.


2. Стабільна точність різання для зменшення переділки
HLSQ-700 досягає стабільної геометричної точності безперечно, що може призвести до відхилення готових кам'яних панелей через поєднання деформації конструкції, поганого зворотного зв'язку та неправильного вирівнювання. Вирішується три джерела проблеми: двосторонні V-подібні напрямні з масляним зануренням підвищують жорсткість проти згинальних зусиль, тоді як обертальний кодований ліміт і магнітна лінійна шкала з високою роздільною здатністю забезпечують точне позиціонування у замкнутому циклі; нарешті, лазерне проекціювання забезпечує точне вирівнювання. Ці похибки можна підсумувати у математичній формулі, похибки поєднуються як
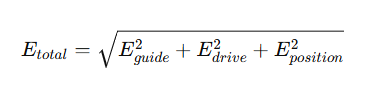
, і шляхом усунення всіх трьох джерел похибки машина забезпечує зниження загального рівня помилки Etotal.

3. Зменшене зношування пилки завдяки стабільній якості пропилу
Збільшення терміну служби пильного полотна та стабільна ширина різу часто є головними завданнями майстерень, які змушені дуже часто замінювати пилки. Дві основні причини цих проблем — нагрівання в зоні різання та затримання абразивної суспензії. Модель HLSQ-700 вирішує ці проблеми за допомогою спеціально розробленої системи охолодження, яка відводить тепло і видаляє суспензію (витрати охолоджувача 4 м³/год), а також за рахунок логіки керування приводом, що синхронізує обертовий момент і швидкість подачі таким чином, щоб потужність різання Pcut = F·v залишалася в межах оптимальних можливостей пильного полотна. Оскільки знос одиниці обладнання пропорційний оберненому значенню витрат охолоджувача w ∝ 1/Q, інтегрований контроль витрат охолоджувача, потужності та швидкості подачі дозволяє зменшити тепловий і абразивний знос пильного полотна.

4. Швидке та безпечне переміщення плит
На підприємствах з обробки кам’яних плит типовим є повторюваний цикл крана та положення утримання в багатоопераційному режимі, які є поширеними вузькими місцями й створюють ризики для безпеки. У цьому плані HLSQ-700 стає революційним рішенням завдяки нахильному столу, який може нахилятися до 85°, портативній верхній поверхні та інтерфейсам, зручним для оператора. Це дозволяє уникнути декількох циклів підйому за рахунок одноетапного завантаження або прямого позиціонування. Як наслідок, скорочується допоміжний час (ΔT = Tmanual - Ttilt), час циклу на деталь, перерви в циклі обробки та загалом зменшуються ризики аварій.
5. Вищий вихідний вихід через точне позиціонування
Швидший час налаштування, а також покращення вихідного виходу досягаються шляхом усунення фундаментальної помилки — початкового неправильного вирівнювання.
Це досягається за допомогою лазерної калібрування через HLSQ-700 з магнітним лінійним контуром зворотного зв'язку від ПЛК для безперервної корекції позиціонування. Така система зменшує значення похибки ε, а також підвищує ймовірність проходження партії, що виражається як P(успіх) = P(|ε|≤Ttol).
Практичним результатом є менша кількість ручних налаштувань, необхідних для кожної партії, а також більш високий і стабільний вихідний рівень придатної продукції з першого разу у порівнянні з системами, які спираються на ручну мітку або низькороздільні упори.
6. Вища доступність завдяки інтегрованому проектуванню системи
Незаплановані простої зазвичай виникають через крихкі інтерфейси, важкодоступні компоненти та нетипові системи керування. HLSQ-700 вирішує ці проблеми шляхом модульної побудови механічних, електричних і гідравлічних компонентів, забезпечення стандартизації та перенесення функцій керування в логіку ПЛК.
Ці покращення збільшують середній час між відмовами та скорочують середній час усунення несправностей, підвищуючи доступність (Доступність = MTBF / (MTBF + MTTR)). Таким чином, ефект для бізнесу очевидний: менше простоїв через аварії, краща допомога у виявленні несправностей і нижча загальна вартість технічного обслуговування таких машин, складених із випадкових або нелогічно пов’язаних компонентів.

Питання: Як часто потрібно перевіряти кріплення на рамі та приводних частинах HLSQ-700, і що робити, якщо вони ослаблені?
Відповідь: Перевіряйте кріплення стелажа машини та передавальних частин і підтягуйте їх кожні два місяці.
П: Як часто слід обслуговувати електричну систему керування?
A: Перевіряйте електричну систему керування та проводьте технічне обслуговування кожні півмісяця.
Питання: Який мастило та інтервали вказані для відкритих зубчастих передач і редуктора?
A: Відкритий зачеплення черв'ячної передачі потребує періодичного ручного змащення, використовується густа мастило Grease Micro 2# (літієве), період змащення — півмісяця або змащувати при відсутності мастила у зачепленні. Редуктор потребує періодичного ручного змащення, використовується густа мастило Grease Micro 2# (літієве), період змащення — 12 місяців або змащувати при відсутності мастила в редукторі.