- Ზოგადი მიმოხილვა
- Სპეციფიკაციები
- Გამოყენების სფეროები
- Უპირატესობა
- Ხშირად დასმული კითხვები
- Რეკომენდებული პროდუქტები
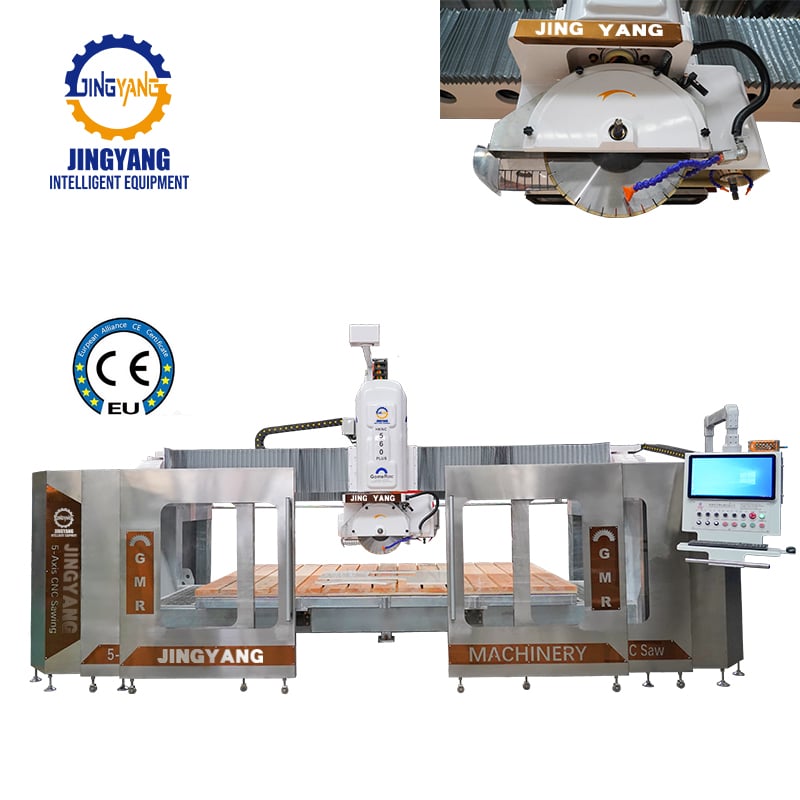
HLSQ-700 მარმოლის ფირფიტების დამჭრელი მანქანა განკუთვნილია ქვის დამუშავების შემდგომი ეტაპისთვის, ბლოკების დამჭრელი მანქანებით წარმოებული ფირფიტების სტანდარტულ ზომებში დასაჭრელად სტაბილური სიზუსტით და უწყვეტი ოპერაციით.
Ტრადიციულ ფირფიტების დაჭრის დროს ხშირად განიცდება განზომილების გადახრები არასტაბილური მოძრაობის და არასაკმარისი მართვის მყარობის გამო. მოძრაობის სტაბილურობის და დატვირთვის ბალანსის პრინციპებზე დაფუძნებული, HLSQ-700 იყენებს ინტეგრირებულ მექანიკურ, ელექტრო და ჰიდრავლიკურ სტრუქტურას, რომელიც აერთიანებს მყარ სარკინიგზო შიდა ღეროს და ორმხრივ ზეთით დაფარულ დახურულ მართვის რელსებს. ეს დიზაინი უზრუნველყოფს სტაბილურ წრფივ მოძრაობას ჭრის დროს და ამცირებს ზომების გადახრებს.

Კონტროლის დონეზე PLC სისტემა აკოორდინირებს ჭრის სიღრმე (h) და მოძრაობის სიჩქარე (v) ცვალადი სიხშირის რეგულირებით, რითაც ჭრის პროცესი მდგრად ექსპლუატაციურ რეჟიმში რჩება, რომელიც შეესაბამება ჭრის სიჩქარეს და მასალის მახასიათებლებს. დიდფორმატიანი ფილები შესაძლებელია ავტომატურად დამუშავდეს ერთჯერადი პარამეტრების დაყენებით, რითაც გაუმჯობესდება ერთგვაროვნება და ოპერაციული უსაფრთხოება.

• Მოდელი: HLSQ-700( CE სერთიფიკაცია)
• Კონტროლის სისტემა: Მრეწველობითი PLC შეხებადი ეკრანის HMI-თან.
• Პოზიციონირება: Ორმაგი სისტემა: ინფრაწითელი სინათლე მასიური ფილის გასწორებისთვის + გადაკვეთის ხაზის ლაზერი ზუსტი ჭრის ხაზის ვიზუალიზაციისთვის.
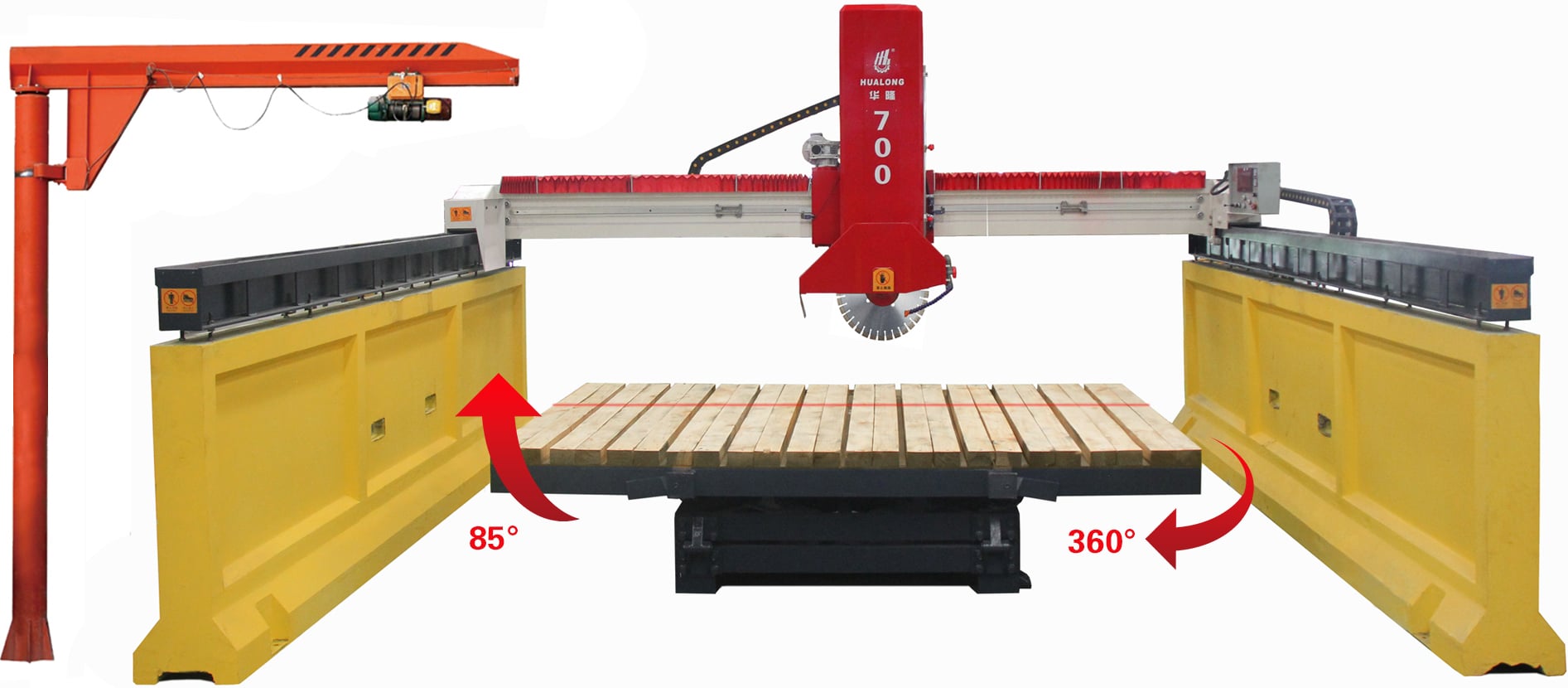
• Მექანიკური დიაპაზონი: Ჭრის თავის დახრა: 0-45° (ოპტ.); სამუშაო მაგიდის დახრა: 0-85°; სამუშაო მაგიდის ბრუნვა: 360° უწყვეტი.
• Მოძრაობის სისტემა: Გამყარებული და გაშლილი V-ფორმის სადიდი X, Y, Z ღერძებზე; სერვომუშავება მაღალი გაფართოების მაგნიტური სკალის მიმოწერით.
• Სტრუქტურული მუდმივობა: Რკინის ჩამოსხმული გადამისამართებელი კონსტრუქცია სამუშაო ტვირთის მაღალი მაჩვენებლით უწყვეტი ექსპლუატაციის დროს. გადამისამართებელი კონსტრუქცია შედგენილია #14 უნივერსალური ბალიშისგან, 12-ის ყუთისებრი რკინის სტრუქტურის ნაცვლად, რაც უზრუნველყოფს უფრო მდგრად მანქანის კონსტრუქციას ქვის ტვირთის დროს.
• Ძირეთადი შესრულების მაჩვენებელი: Აღწევს ზუსტ პოზიციონირების სიზუსტეს ±0.5მმ და ხელმისაწვდომობას ±0.3mm , რაც უზრუნველყოფს უშუალო შემორგებას.
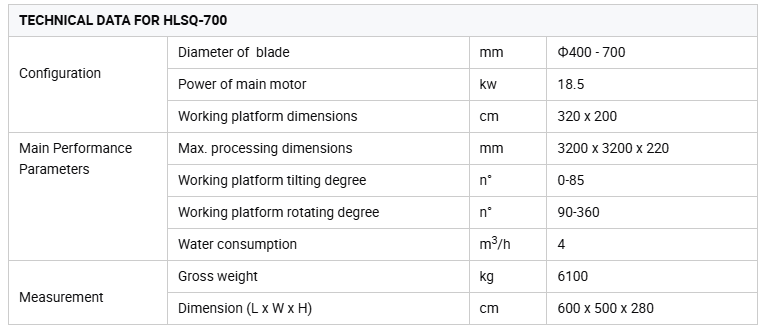
• Სიმძლავრე და თავსებადობა: 18,5 კვტ ძირითადი ღერძის მოტორი; hop 400 მმ-დან 700 მმ-მდე დიამეტრის ალმასის დისკებთან hop.
Რაციონალური სტრუქტურული კონფიგურაციით, HLSQ-700 მარტივად მორგებულია და მარტივად შეიძლება იყოს დამონტაჟებული და მოვლილი, რაც ხდის მას გრძელვადიანი უწყვეტი წარმოებისთვის შესაფერისს. მხარდაჭერს გრანიტის, მარმარილოს, ცემენტური ნაკეთობების და კალციუმის სილიკატის დაფების დაჭრას, დისკების დიამეტრით Ø400-დან Ø700-მდე. Эქსპლუატაციის დროს ხმაური კონტროლდება ≤90 დბა-მდე, ჭრის დროს არ გამოიყოფა ნარჩენები, რაც შეესაბამება ქვის დამუშავებისას გავრცელებულ გარემოსდაცვით და კომპლიანსის მოთხოვნებს.

1. მაღალეფექტური უწყვეტი ფილის კვეთა
Მაღალი წარმადობა პროგნოზირებადი ციკლური დროით – სამუშაო სადგურებს ხშირად უჭირთ პროგნოზირებადი მომსახურების დროის გარკვევა, რადგან ხელით პარამეტრების შეყვანა, შუალედური პოზიციონირება და ოპერატორის უნარების განსხვავებულობა იწვევს დიდ და შეუსაბამო დამატებით დროს; HLSQ-700 ამ ცვლადებს ამოიღებს გასატეხი ნაწილების რეცეპტების PLC-ში დამყარებით, ცალკე 18.5კვტ-იანი სიჩქარის ცვლადი მართვის სისტემის და 360-გრადუსიანი მოძრავი მაგიდის გამოყენებით, რომელიც 85-გრადუსიანი მოძრავი ფუძით ერთ-ერთი ეტაპის მექანიკური გადატვირთვის ოპერაციების დროს ეფექტურად ამცირებს; ასევე ის შეინახავს საჭირო მიმაგრების სიჩქარეს ჩაკეტილი ციკლის რეჟიმში, რითაც გატეხვის დრო ხდება პროგნოზირებადი, Tcut = L/V და ციკლური დრო Tcycle = Tcut+Taux. HLSQ-700 ამცირებს წარმადობას განმეორებად მაჩვენებლამდე, მართვის სისტემით კონტროლდება, ოპერატორზე დამოკიდებულების გარეშე.


2. სტაბილური კვეთის სიზუსტე გადამუშავების შემცირებით
HLSQ-700 უეჭველად აღწევს მუდმივ გეომეტრიულ სიზუსტეს, რაც შეიძლება გამოიწვიოს დასრულებული ქვის პანელების უარყოფითი შედეგები სტრუქტურული გადახრის, ცუდი უკუკავშირისა და მიმართულების გადახრის კომბინაციის საფუძველზე. იგი აღმოსწორებს სამ პრობლემის წყაროს: ორმხრივი, ზეთით დაფარული V-ნახვრები ამაგრებს დაღუნვის წინააღმდეგ მდგრადობას, ხოლო მობრუნებადი კოდირებული ლიმიტი და მაღალი გაფართოების მაგნიტური ხაზოვანი სკალა უზრუნველყოფს ზუსტ ჩაკეტილ ციკლში პოზიციონირებას; ბოლოს, ლაზერული პროექცია უზრუნველყოფს ზუსტ მიმართულებას. ეს შეცდომები შეიძლება შევაჯამოთ მათემატიკურ ფორმულაში, შეცდომები ერთმანეთს ემატებიან
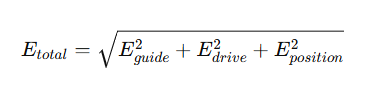
, და სამივე წყაროს შესწორებით, მანქანა უზრუნველყოფს საერთო შეცდომის Etotal დონის შემცირებას.

3. შემცირებული საჭრის ცვეთა სტაბილური კვეთის ხარისხით
Საჭრის ცვეთის შენელება და სტაბილური კვეთა ხშირად საჭრის შეცვლას მოითხოვს იმ საწარმოებში, სადაც ეს ხდება. ამ პრობლემების ორი ძირეული მიზეზია კვეთის ზოლის გახურება და აბრაზიული შლამის დაკავება. HLSQ-700 ამ პრობლემებს ამოწურავს ინჟინერული გასაციებელი წრის საშუალებით, რომელიც აცილებს სითბოს და აშლამებს სითხეს (ნაკადის სიჩქარე 4 მ³/სთ), ასევე მოძრაობის ლოგიკით, რომელიც სინქრონიზებს მომენტს და მიმავალი სიჩქარეს, რათა კვეთის სიმძლავრე Pcut = F·v იმყოფებოდეს საჭრის საუკეთესო შესაძლებლობების ფარგლებში. ერთეულოვანი ცვეთის მიხედვით, რომელიც პროპორციულია გასაციებელი სითხის ნაკადის შებრუნებულ სიდიდეს w ∝ 1/Q, გასაციებელი სითხის ნაკადის, სიმძლავრის და მიმავალი სიჩქარის ინტეგრირებული კონტროლი შეუძლია ჩაახშოს საჭრის თერმული და აბრაზიული ცვეთის კომპონენტები.

4. უფრო სწრაფი და უფრო უსაფრთხო ფილის მართვა
Ქვის ფილების მოწყობილობებში ტიპიური განმეორებადი კრანის ციკლები და მრავალოპერაციული შეკავების პოზიციები ხშირად წარმოადგენენ შეზღუდვებს და უსაფრთხოების რისკს. HLSQ-700 ამ თვალსაზრისით წარმოადგენს რევოლუციურ ამონახსნს, რადგან მას აქვს დახრილი მაგიდა, რომელიც 85°-მდე შეიძლება დაიხრეს, ასევე მობილური ზედა ზედაპირი და ოპერატორისთვის მორგებული ინტერფეისები. ეს საშუალებას გაძლევთ რამდენიმე აწყვეტის ციკლის გაუქმებას ერთ-ეტაპიანი ჩატვირთვის ან პირდაპირი ინდექსაციის სასარგებლოდ. შედეგად, შემცირდება დამხმარე დრო (ΔT = Tmanual - Ttilt), ნაწილის ციკლის დრო, შეკავების ციკლში შეფერხებები და შემთხვევითი შემთხვევების ზოგადი ალბათობა.
5. უმაღლესი პირველადი გამოყვანის მაჩვენებელი ზუსტი პოზიციონირების შედეგად
Უფრო სწრაფი მორგების დრო და პირველი გადაცემის მაჩვენებლის გაუმჯობესება ხდება ძირეული შეცდომის — საწყისი მიმართულების არასწორობის აღმოფხვრით.
Ეს მიიღწება ლაზერული კალიბრაციის საშუალებით HLSQ-700-ის მეშვეობით, რომელიც ხდება მაგნიტური წრფივი უკუკავშირის მეშვეობით PLC-დან უწყვეტი პოზიციონირების შესწორებისთვის. ასეთი სისტემა ამცირებს შეცდომის ε მნიშვნელობას, ასევე ამაღლებს პრობაბილიტეტს იმისა, რომ ნაყოფი გავლენილი იქნება და გამოხატულია როგორც P(pass) = P(|ε|≤Ttol).
Პრაქტიკული შედეგი არის ნაკლები ხელით გასწორება, რაც ყოველი პარტიისთვის საჭიროა, და უფრო მაღალი, მუდმივი პირველადი გამოყვანის მაჩვენებელი, შედარებით იმ სისტემებთან, რომლებიც დამოკიდებულია ხელით მონიშვნაზე ან დაბალი გაფართოების შეჩერებებზე.
6. უმაღლესი ხელმისაწვდომობა ინტეგრირებული სისტემის დიზაინით
Შეუთანხმოდ შეჩერება ტიპიურად გამოწვეულია სუსტი ინტერფეისებით, რთულად წვდომადი კომპონენტებით და არატიპიური კონტროლებით. HLSQ-700 ამ პრობლემებს მოგვარებს მექანიკური, ელექტრო და ჰიდრავლიკური კომპონენტების მოდულარიზაციით, სტანდარტიზაციის განვითარებით და კონტროლების გადატანით PLC ლოგიკაში.
Ეს გაუმჯობესებები ზრდის საშუალო დროს გამართული მუშაობის პერიოდში და ამცირებს საშუალო დროს სარემონტო მუშაობების შესრულებისთვის, რაც ზრდის ხელმისაწვდომობას (ხელმისაწვდომობა = MTBF / (MTBF + MTTR)). ამიტომ ბიზნესზე მოხდენილი ზემოქმედება ნათელია, რადგან შემცირდება განურჩევლად დაგეგმილი შეჩერებები, გაუმჯობესდება პრობლემების დიაგნოსტიკა და შემცირდება მთლიანი სასერვისო მომსახურების ღირებულება იმ მანქანებისთვის, რომლებიც შედგენილია შემთხვევითი ან ლოგიკურად არასწორად შეერთებული კომპონენტებისგან.

Კითხვა: რამდენი ხანში უნდა შევამოწმო HLSQ-700 ჩარჩოსა და საჭის ნაწილებზე მყარი შეერთებები და რა უნდა გავაკეთოთ, თუ ისინი გადამუშავდებიან?
A: შეამოწმეთ მანქანის რეზის და გადაცემის ნაწილების მაგრდები და დამაგრდეთ ისინი ყოველ ორ თვეში ერთხელ.
Q: Რამდენი ხანში უნდა შევასრულო ელექტრო კონტროლის სისტემის სერვისი?
A: Შეამოწმეთ ელექტრო კონტროლის სისტემა და ჩატარეთ სერვისი ყოველი ნახევარი თვის განმავლობაში.
Კითხვა: რა სახის სმეარი და რითმით უნდა გამოიყენოთ ღია ბორბლებზე და გადაცემის ყუთზე?
A: Ღია გების მიჯვარედ შეხვედრა ითვლება ხელოვნური პერიოდული სმეხვარით, Grease Micro 2#-ით (ლითიუმის სმეხვარი), სმეხვარის პერიოდი არის ნახევარი თვე ან სმეხვარით მაშინ, როდესაც გების მიჯვარედ შეხვედრაში სმეხვარი არ არის. გადაცემათა ყუთი ითვლება ხელოვნური პერიოდული სმეხვარით, Grease Micro 2#-ით (ლითიუმის სმეხვარი), სმეხვარის პერიოდი არის 12 თვე ან სმეხვარით მაშინ, როდესაც გადაცემათა ყუთში სმეხვარი არ არის.