- Ամփոփում
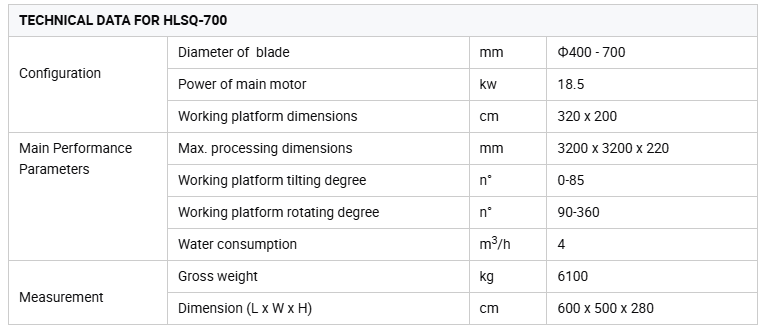
- Սպեցիֆիկացիաներ
- Կիրառումներ
- Առավելություն
- Հաճախադեպ տրվող հարցեր
- Առաջարկվող արտադրանքներ
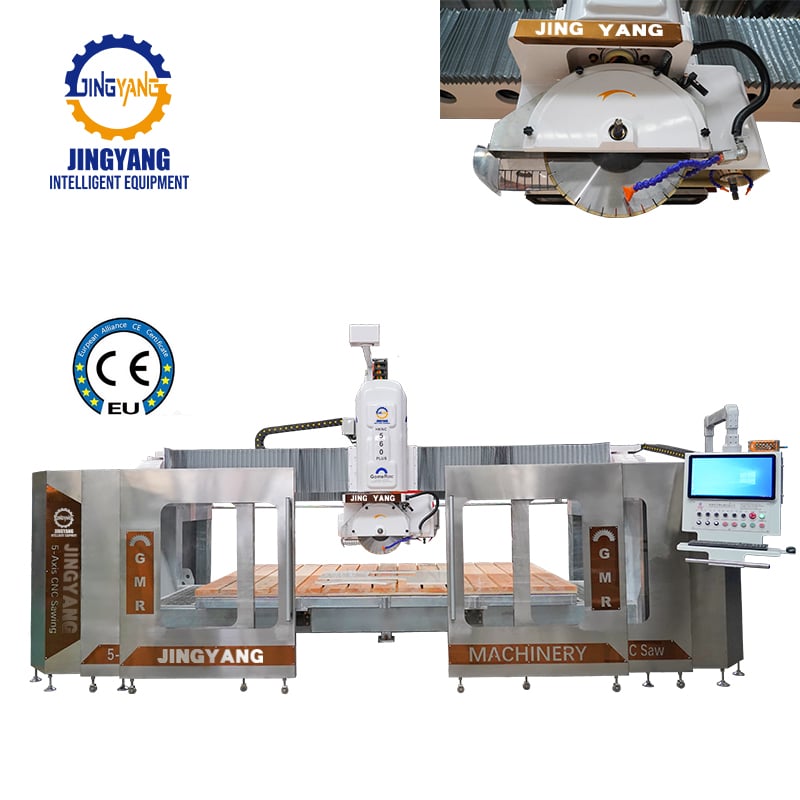
HLSQ-700 Մարմարե սալիկների կտրման մեքենան նախատեսված է բլոկերը սալիկների վերածելու համար՝ ստանդարտացված չափերով և կայուն ճշգրտությամբ՝ անընդհատ աշխատանքի ռեժիմով:
Սովորական սալիկների կտրման դեպքում հաճախ չափային շեղումներ են առաջանում անկայուն մատուցման շարժման և ուղղորդման կայունության անբավարարության պատճառով: Շարժման կայունության և բեռի հավասարակշռության սկզբունքների հիման վրա՝ HLSQ-700-ը օգտագործում է ինտեգրված մեխանիկական, էլեկտրական և հիդրավլիկ կառուցվածք, որը համատեղված է կոշտ կամարային հեծանի և երկկողմանի յուղով լցված կնքված ուղղորդիչ ռելսերի հետ: Այս կոնստրուկցիան ապահովում է սղոցի կայուն գծային շարժում կտրման ընթացքում և նվազեցնում է չափերի տատանումները:

Կառավարման մակարդակում, PLC համակարգը համակարգում է սնուցման խորությունը (h) և շարժման արագությունը (v) փոփոխական հաճախականության արագության կարգավորմամբ՝ պահպանելով կտրման գործընթացը կայուն աշխատանքային միջակայքում, որը համապատասխանում է շեղբի արագությանը և նյութի բնութագրերին: Մեծ ձևաչափի սալերը կարող են մշակվել ավտոմատ կերպով՝ մեկանգամյա պարամետրերի կարգավորման միջոցով, բարելավելով հետևողականությունը և շահագործման անվտանգությունը:

• 儷ամուս: HLSQ-700( CE հավաստագրում)
• Կառավարման համակարգ: Արդյունաբերական PLC՝ շոշափելի էկրանով HMI-ով։
• Պատրաստում: Երկակի համակարգ՝ Ինֆրակարմիր՝ խոշոր սալերի համակենտրոնացման համար + Խաչաձև լազեր՝ կտրման գծի ճշգրիտ տեսանելիության համար։
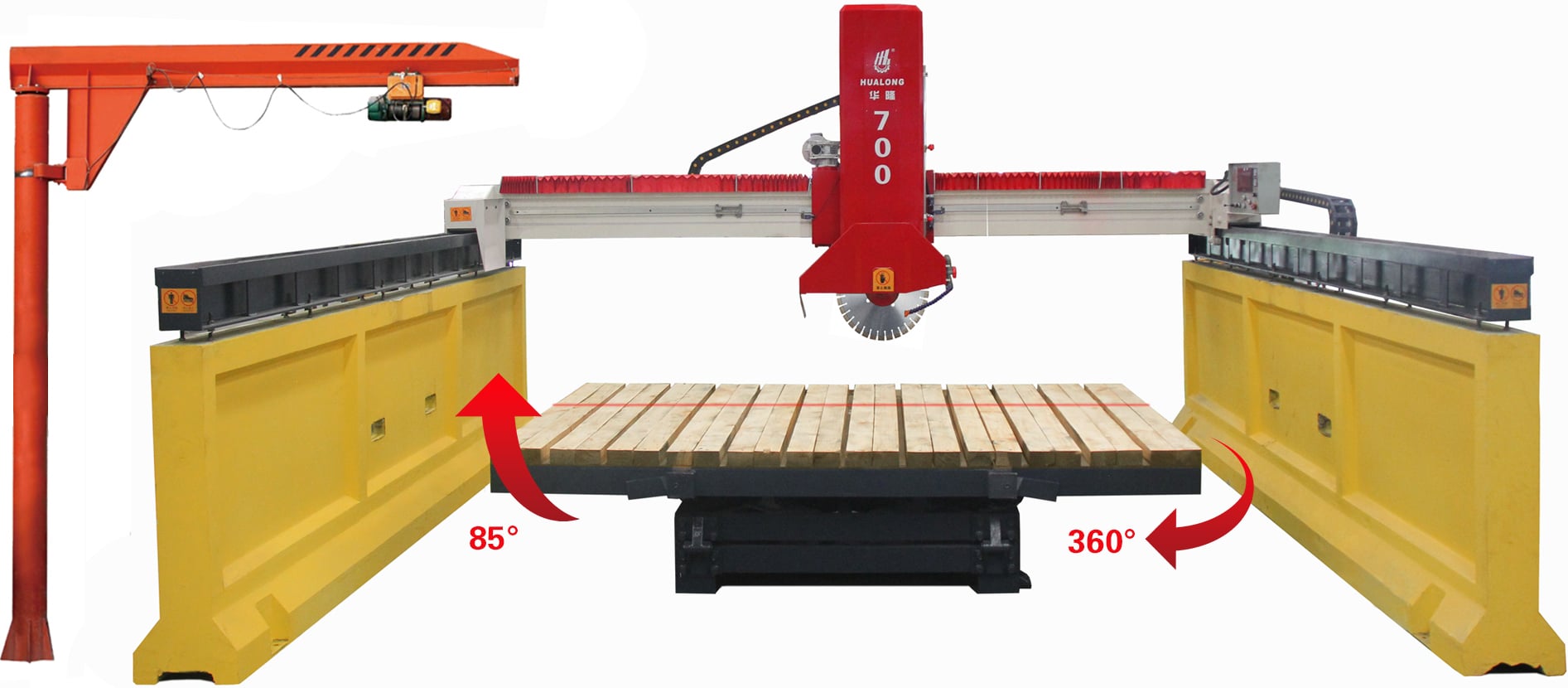
• Մեխանիկական տիրույթ. Կտրող գլխի թեքություն՝ 0-45° (Օպտ.); Աշխատանքային սեղանի թեքություն՝ 0-85°; Աշխատանքային սեղանի պտույտ՝ 360° անընդհատ։
• Շարժման համակարգ. Պնակեցված և սահմանափակված V-տիպ ուղղորդիչներ X, Y, Z առանցքներով. Սերվոքարշի վրա՝ բարձր թույլատրելիությամբ մագնիսական սանդղակի հետադարձ կապով։
• Կառուցվածքային ամբողջականություն: Երկաթե խաչաձև հարմարանք՝ աշխատանքային բեռնվածությունների համար, երբ աշխատում է անընդհատ: Խաչաձև հարմարանքը պատրաստված է #14 համընդհանուր հարմարանքից՝ #12 տուփիկի երկաթե կառուցվածքի փոխարեն, որպեսզի ավելի ամուր մեքենայի կառուցվածք ստացվի՝ քարե բեռնվածություններ հարմարեցնելիս:
• Հիմնական կատարողականի ցուցանիշ. Ապահովում է կտրման դիրքի ճշգրտություն՝ ±0.5մմ և կրկնվելիություն՝ ±0.3mm , թույլատրելով անընդհատ միացում։
• Հզորություն և համատեղելիություն՝ 18.5 կՎտ հզորությամբ գլխավոր առանցքային շարժիչ; համատեղելի է 400 մմ-ից մինչև 700 մմ տրամագծով ադամանդե շեղբերի հետ։
Ռացիոնալ կառուցվածքային դասավորությամբ HLSQ-700-ը հեշտ է տեղադրել և սպասարկել, ինչը այն հարմար դարձնում է երկարաժամկետ անընդհատ արտադրության համար։ Այն աջակցում է գրանիտի, մարմարի, ցեմենտային արտադրանքների և կալցիումի սիլիկատային սալերի կտրումը՝ սղոցապնակների տրամագծով Ø400-ից մինչև Ø700։ Экспլոատացիոն աղմուկը սահմանափակված է ≤90 դԲԱ-ով, կտրումը կատարվում է առանց արտանետման գազերի, համապատասխանելով քարի մշակման ընդհանուր էկոլոգիական և համապատասխանության պահանջներին։

1. Բարձր արդյունավետությամբ անընդհատ սալերի կտրում
Բարձր արտադրողականություն՝ կանխատեսելի ցիկլի տևողությամբ. վարստանները հաճախ ստիպված են լինում գործ ունենալ կանխատեսված չառաջացող առաքման ժամկետների հետ՝ դրա պատճառներն են ձեռքով պարամետրերի մուտքագրումը, միջանկյալ վերադասավորումները և օպերատորի մասնագիտական մակարդակի տատանումները, որոնք հանգեցնում են մեծ և անկանոն օժանդակ պատուհանների։ HLSQ-700-ը վերացնում է այդ փոփոխականները՝ կտրված մասերի բաղադրատոմսերը PLC-ում ամրացնելով, օգտագործելով առանձին 18,5 կՎտ փոփոխական արագության վարիչ և 360-աստիճանային պտտվող սեղան՝ 85-աստիճանային թեքվող հիմքով, որը համարյա կրճատում է բազմաստիճան կռունկով տեղաշարժման գործողությունների ժամանակը։ Այն նաև փակ օղակի սկզբունքով պահպանում է անհրաժեշտ մատուցման արագությունը, որպեսզի կտրման ժամանակը դառնա կանխատեսելի՝ Tcut = L/V, իսկ ցիկլի տևողությունը՝ Tcycle = Tcut+Taux: HLSQ-700-ը արտադրողականությունը վերածում է կրկնվող, վարիչով վերահսկվող մետրիկի՝ այլ ոչ թե օպերատորից կախված փոփոխականի:


2. Կայուն կտրման ճշգրտություն՝ վերամշակման նվազեցմամբ
HLSQ-700-ը ապահովում է հաստատուն երկրաչափական ճշգրտություն՝ առանց կասկածի, ինչը կարող է հանգեցնել ամբողջական քարե վահանակների մերժմանը՝ կախված կոնստրուկտիվ թեքումից, թույլ հակադարձ կապից և անհամապատասխանությունից: Այն հաղթահարում է խնդրի երեք աղբյուր. երկկողմանի յուղով լցված V-աղեղները բարձրացնում են կոշտությունը ճկման ուժերի դեմ, մինչդեռ պտտվող կոդավորված սահմանափակիչը և բարձր թույլատրելիությամբ մագնիսական գծային սանդղակը ապահովում են ճշգրիտ փակ օղակաձև դիրքավորում, իսկ վերջապես՝ լազերային պրոյեկցիան ապահովում է ճշգրիտ համակենտրոնություն: Այս սխալները կարող են ամփոփվել մաթեմատիկական բանաձևով, սխալները համակցվում են որպես
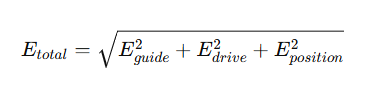
, և երեք աղբյուրներն էլ ուղղելով՝ սարքը նվազեցնում է ընդհանուր սխալի՝ Etotal-ի մակարդակը:

3. Կտրող սղոցի կորուստների նվազեցում՝ կայուն կտրման որակով
Պողպատե սղոցի երկար ընթատարածությունը և կտրման հաստության կայունությունը հաճախ այն արհեստանոցների նպատակն են, որոնք ստիպված են շատ հաճախ սղոցներ փոխել: Այդ խնդիրների երկու հիմնական պատճառներն են կտրման գոտում ջերմաստիճանի բարձրացումը և աբրազիվ թափոնների կուտակումը: HLSQ-700-ը այդ խնդիրները լուծում է կոոլանտի կառուցված շրջանառության միջոցով, որը հեռացնում է ջերմությունը և թափոնները (4 մ³/ժ ծավալային հոսք), ինչպես նաև շարժիչի տրամաբանությամբ, որը համաձայնեցնում է պտտման մոմենտը և արագությունը, այնպես, որ կտրման հզորությունը՝ Pcut = F·v, սղոցի լավագույն հնարավորությունների սահմաններում լինի: Քանի որ միավորի մաշվածությունը հակադարձ համեմատական է կոոլանտի հոսքի արագությանը՝ w ∝ 1/Q, կոոլանտի հոսքի, հզորության և արագության ինտեգրված կառավարումը կարող է ճնշել սղոցի մաշվածության ջերմային և աբրազիվ բաղադրիչները:

4. Ավելի արագ և ավելի անվտանգ սալերի կրկնակի մշակում
Քարե սալիկների համակարգերում կրանի տիպիկ կրկնվող ցիկլերը և բազմագործառնական պահման դիրքերը հաճախ դառնում են կապուղիներ և անվտանգության ռիսկեր: Այս տեսանկյունից HLSQ-700-ը հանդիսանում է խաղի փոխող՝ շնորհիվ իր թեքվող սեղանի, որը կարող է թեքվել մինչև 85°, ինչպես նաև իր հարմարավետ տեղակայման մակերեսի և օգտագործողին հարմար ինտերֆեյսների: Սա հնարավորություն է տալիս վերացնելու մի քանի բարձրացման ցիկլեր՝ նախընտրելով մեկ քայլանոց բեռնավորում կամ անմիջական ինդեքսավորում: Դա նվազեցնում է օժանդակ ժամանակը (ΔT = Tmanual - Ttilt), մասերի ցիկլային ժամանակը, մշակման ցիկլերի ընդհատումները և վթարների ընդհանուր հնարավորությունները:
5. Ավելի բարձր առաջին անցման եկամտաբերություն՝ ճշգրիտ դիրքավորման շնորհիվ
Ավելի արագ սարքավորման ժամանակ և առաջին անցման եկամտաբերության բարելավումներ են հասանելի դառնում՝ հիմնարար սխալին՝ սկզբնական սխալ համաչափմանը, ուղղություն տալով:
Սա իրականացվում է լազերային կալիբրման միջոցով՝ HLSQ-700-ի միջոցով՝ PLC-ից մագնիսական գծային հետադարձ կապի միջոցով՝ անընդհատ դիրքի ճշգրտման համար: Այդպիսի համակարգը նվազեցնում է ε սխալի արժեքը, ինչպես նաև բարձրացնում է շարքի համար անցման հավանականությունը, որը արտահայտվում է որպես P(pass) = P(|ε|≤Ttol):
Գործնական արդյունքը ավելի քիչ ձեռքով կատարվող կարգավորումներ են յուրաքանչյուր շարքի համար և ավելի բարձր, հաստատուն առաջին անցման եկամտաբերություն՝ համեմատած այն համակարգերի հետ, որոնք հիմնված են ձեռքով նշանակված կամ ցածր ճշգրտությամբ կանգների վրա:
6. Ավելի բարձր հասանելիություն՝ ինտեգրված համակարգի նախագծման շնորհիվ
Անմիջական կերպով կանգ առած աշխատանքը սովորաբար պայմանավորված է փխրուն ինտերֆեյսներով, դժվար հասանելի բաղադրիչներով և անսովոր կառավարմամբ: HLSQ-700-ը այս խնդիրները լուծում է մեխանիկական, էլեկտրական և հիդրավլիկ բաղադրիչների մոդուլացման միջոցով՝ նպաստելով ստանդարտացմանը և կառավարումը տեղափոխելով PLC տրամաբանության:
Այս բարելավումները մեծացնում են խափանումների միջև ընկած միջին ժամանակը և կրճատում են վերանորոգման միջին ժամանակը, ինչը բարձրացնում է հասանելիությունը (Առկայություն = MTBF / (MTBF + MTTR)): Այսպիսով, բիզնեսի վրա ունեցած ազդեցությունը ակնհայտ է, քանի որ կլինի ավելի քիչ նախատեսված դադար, ավելի լավ խափանումների հայտնաբերման աջակցություն և պահպանման ընդհանուր կյանքի ընթացքում ավելի ցածր ծախս՝ այն մեքենաների համար, որոնք կազմված են պատահական կամ տրամաբանական կապեր չունեցող բաղադրիչներից:

Հարց. Որքան հաճախ պետք է ստուգեմ HLSQ-700 շրջանակի և վարումի մասերի ամրացումները, և ինչ պետք է անեմ, եթե դրանք անամր են:
Ա. Ստուգեք մեքենայի սարքավորման և հաղորդակցման մասերի ամրացումները և ամրացրեք դրանք երկու ամիսը մեկ։
Q: Որքան հաճախ պետք է սպասարկվի էլեկտրական կառավարման համակարգը:
A: Ստուգեք էլեկտրական կառավարման համակարգը և սպասարկում իրականացրեք կես ամիսը մեկ:
Հարց. Բաց ատամնանիվների և արագությունների տուփի համար որո՞նք են նշված ճարպը և միջակայքերը
A: Բաց ատամնանիվների զուգավորումը կիրառում է արհեստական պարբերական հողաթափում՝ Grease Micro 2# (լիթիումե հողաթափ), և հողաթափման պարբերականությունը կես ամիս է, կամ հողաթափեք այն այն դեպքում, երբ ատամնանիվների զուգավորման մեջ հողաթափ չկա: Շարժաբազկի տուփը կիրառում է արհեստական պարբերական հողաթափում՝ Grease Micro 2# (լիթիումե հողաթափ), և հողաթափման պարբերականությունը 12 ամիս է, կամ հողաթափեք այն այն դեպքում, երբ շարժաբազկի տուփում հողաթափ չկա: