- Шолу
- Сәйкестіктер
- Қолданбалар
- Артықшылық
- Жиі қойылатын сұрақтар
- Ұсынылатын өнімдер
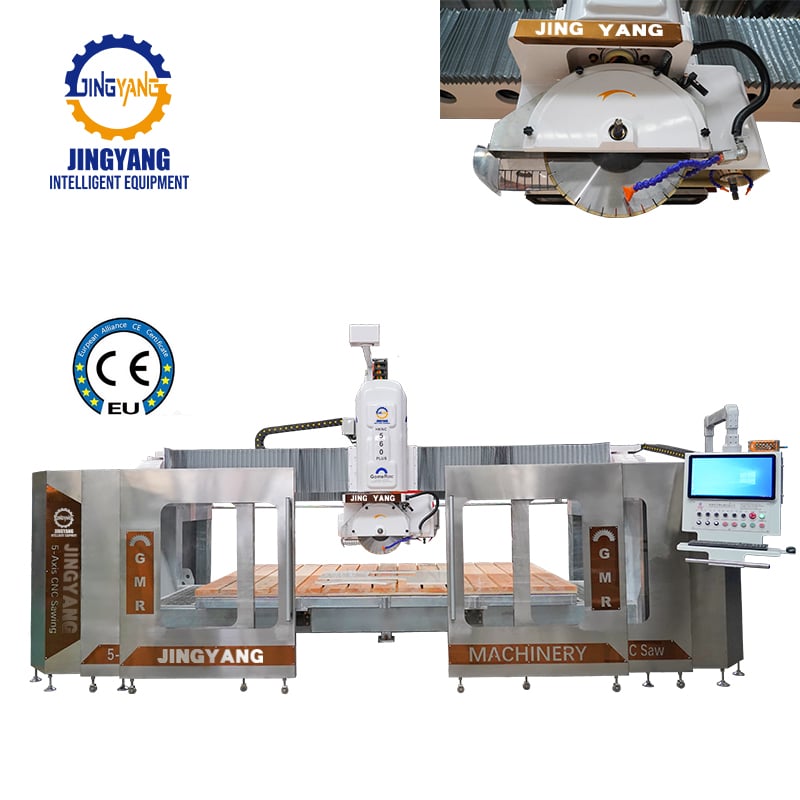
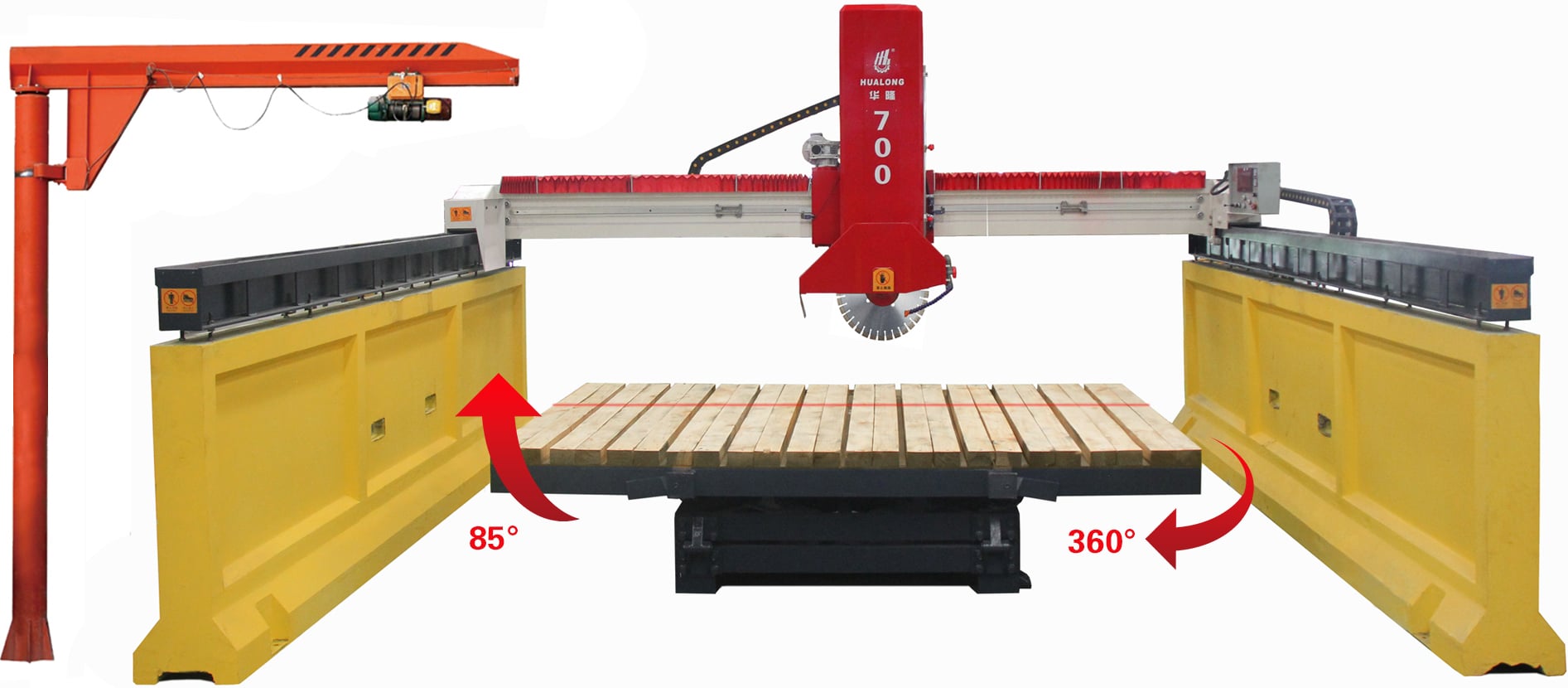
HLSQ-700 Мәрмәр Плитасын Кесу Машинасы блоктарды кесуден кейін шыққан плиталарды стандартты өлшемдерге дәл және тұрақты түрде кесу үшін төменгі сатыдағы тас өңдеуге арналып жасалған.
Кәдімгі плиталарды кесу кезінде берілген өлшемнен ауытқу көбінесе тұрақсыз беру қозғалысы мен жеткіліксіз бағыттаушы қаттылықтан туындайды. Қозғалыс тұрақтылығы мен жүктеме тепе-теңдігі принциптері негізінде HLSQ-700 машинасы механикалық, электрлік және гидравликалық біріктірілген құрылымын, қатты көпір арқасын және екі жақты майға батырылған герметикті бағыттауыш рельстерін пайдаланады. Бұл конструкция кесу кезінде пышақтың тұрақты сызықты қозғалысын қамтамасыз етеді және өлшемдердің ауытқуын азайтады.

Басқару деңгейінде ПЛК жүйесі беріліс тереңдігін (h) және жылжу жылдамдығын (v) айнымалы жиілікті жылдамдық реттеумен синхрондайды, осылайша кесу процесін баспалдақ жылдамдығы мен материал сипаттамаларына сәйкес тұрақты жұмыс диапазонында ұстайды. Үлкен форматты плиталар параметрлерді бір рет енгізу арқылы автоматты түрде өңделеді, бұл біркелкілікті және жұмыс қауіпсіздігін арттырады.

• Модель: HLSQ-700 ( CE сертификаты)
• Контрольная система: Тачскринді HMI-мен өнеркәсіптік PLC.
• Орналастыру: Екі жүйе: үлкен плиталарды туралау үшін инфрақызыл + дәл кесу сызығын визуализациялау үшін көлденең сызықты лазер.
• Механикалық диапазон: Кесу басының көлбеулігі: 0-45° (Опциялық); Жұмыс үстелінің көлбеулігі: 0-85°; Жұмыс үстелінің айналуы: 360° үздіксіз.
• Қозғалыс Жүйесі: X, Y, Z өстері бойынша қатайтылған және ұнтақталған V-тәрізді бағдарлауыштар; жоғары анықталулық магниттік шкаланың кері байланысы бар сервожүйемен жабдықталған.
• Структуралық толықтыру: Жұмыс жүктемесін үздіксіз тасымалдауға арналған темірден құйылған көлденең арқалық құрылымы. Арқалық құрылымын күшейту үшін тас жүктемесін көтерген кезде #12 нөмірлі қорап тәрізді темір құрылымының орнына #14 нөмірлі универсалды арқалық қолданылған.
• Негізгі өнімділік көрсеткіші: Қисынды орналастырудың дәлдігі ±0.5мм және қайталануы ±0.3мм , бұл үздіксіз біріктіруді мүмкінді етеді.
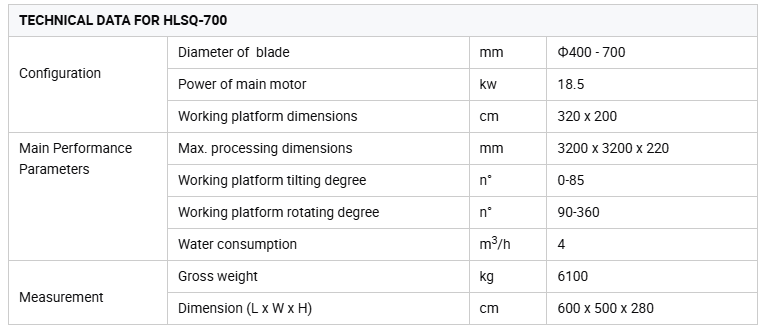
• Қуат және үйлесімділік: 18,5 кВт негізгі білік двигателі; диаметрі 400 мм-ден 700 мм-ге дейінгі алмаз дискілермен үйлесімді.
Оңтайлы конструкциялық орналасу арқасында HLSQ-700 орнатуға және техникалық қызмет көрсетуге ыңғайлы, сондықтан ұзақ мерзімді үздіксіз өндіріс үшін сәйкес келеді. Гранит, мәрмәр, цемент өнімдері мен кремний органикалық тақталарды, дискілердің диаметрі Ø400-тен Ø700-ге дейінгі аралықта кесуге мүмкіндік береді. Жұмыс істеу кезіндегі шу деңгейі ≤90 дБА шектеуде, кесу кезінде шығарылатын газдар болмайды, бұл тас өңдеу саласындағы экологиялық және нормативтік талаптарға сай келеді.

1. Жоғары тиімділікті үздіксіз плиталарды кесу
Болжамды цикл уақытымен жоғары өткізу қабілеті – басқару панеліне қолмен параметрлерді енгізу, аралық орын ауыстыру және операторлардың біліктілік деңгейіндегі айырмашылықтар сияқты себептерге байланысты цехтарда кездейсоқ бастапқы уақытпен жұмыс істеуге тура келеді, бұл үлкен және тұрақсыз көмекші уақыт терезелеріне әкеледі; HLSQ-700 бұл айнымалылардан ПЛК-ге кесілген бөлшектердің рецептін енгізу арқылы құтылады, ол үшін 18,5 кВт қуатты айнымалы жылдамдықтағы жетек және 360-градусқа бұрылатын стол қолданылады, сонымен қатар 85-градусқа көлбеуленетін тұста қосымша кранмен жылжыту операцияларының уақытын тиімді түрде қысқартады; сонымен қатар ол тұйық контурлы тәртіпте берілетін жылдамдықты ұстайды, сондықтан кесу уақыты Tcut = L/V формуласы бойынша болжамды болады, ал цикл уақыты Tcycle = Tcut+Taux. HLSQ-700 өткізу қабілетін операторға тәуелді айнымалы емес, қайталанатын, жетекпен басқарылатын метрика ретінде қалыптастырады.


2. Қайта жұмыс істеуді азайту үшін тұрақты кесу дәлдігі
HLSQ-700 күмсісіз тұрақты геометриялық дәлдікке ие, бұл құрылымдық ауытқу, нашар кері байланыс және дұрыс емес туралау салдарынан қоршау панельдерінің жарамсыздығына әкелуі мүмкін. Бұл проблеманың үш себебін шешеді: екіжақты майда жабылған V-тәрізді бағыттауыштар иілу күштеріне қарсы қаттылықты арттырады, ал айналмалы кодталған шектеуіш және жоғары ажыратпалы магниттік сызықтық масштаб дәл тұйықталған орындауды қамтамасыз етеді, соңында лазерлік проекция дәл туралауды қамтамасыз етеді. Бұл қателіктер математикалық формулаға жинақталады, қателіктер былай біріктіріледі
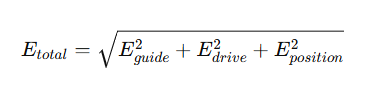
және барлық үш көзін түзету арқылы машина жалпы қате деңгейін Etotal төмендетеді.

3. Тұрақты кесу сапасымен бірге баяғының тозуының азаюы
Плиталарды өте жиі ауыстыру қажет болатын цехтардың негізгі мақсаты — баяғының қызмет ету мерзімін ұзарту және кесу тұрақтылығын қамтамасыз ету. Бұл мәселелердің екі негізгі себебі — кесуде қызу және абразивті суспензияның сақталуы. HLSQ-700 бұл мәселелерді шешу үшін жылулық энергияны тасымалдайтын және суспензияны алатын (4 м³/сағ жылдамдықпен) инженерлік суытқыш контурын, сонымен қатар кесу қуаты Pcut = F·v баяғының ең жақсы мүмкіндіктерінде болатындай етіп, момент пен беріліс жылдамдығын синхрондау логикасын қолданады. Бірлік тозу суытқыш сұйықтық ағынына кері пропорционалды болып келеді w ∝ 1/Q, сондықтан суытқыш ағыны, қуат пен беріліс жылдамдығының интегралдық басқаруы баяғының жылулық және абразивті тозу компоненттерін басуға мүмкіндік береді.

4. Плиталармен жұмыс істеудің тез және қауіпсіз әдісі
Тақта тас зауыттарында көп рет қайталанатын кран циклі мен көп операциялық ұстау орындары — екеуі де жиі кездесетін тежегіштер мен қауіпсіздікке қауіп төндіретін факторлар болып табылады. HLSQ-700 бұған қарама-қарсы шешім болып табылады, өйткені оның бұрылу столы 85°-қа дейін бұрыла алады, сондай-ақ портативті үстіңгі беті мен операторға ыңғайлы интерфейстері бар. Нәтижесінде бірнеше көтеру циклін бір кезеңді жүктеуге немесе тікелей индексациялауға ауыстыруға болады. Бұл әр бөлшекке шаққандағы қосалқы уақытты (ΔT = Tmanual - Ttilt), өңдеу цикліндегі үзілістерді және жалпы апаттардың болу мүмкіндігін азайтады.
5. Дәл орналастыру арқылы бірінші өту кезіндегі шығымды арттыру
Орнату уақытының тездеуі, сондай-ақ бірінші өту кезіндегі шығарылымның жақсаруы негізгі қателікті — алғашқы дұрыс емес туралауды болдырмау арқылы қол жеткізіледі.
Бұл PLC арқылы магниттік сызықтық кері байланыс контурын пайдаланып, HLSQ-700 арқылы лазерлік калибрлеу арқылы жүзеге асырылады, ол үздіксіз орналастыруды түзетуге мүмкіндік береді. Мұндай жүйе ε қателігінің мәнін төмендетеді және шамалы ауытқу |ε|≤Ttol болғанда серияның сәтті өту ықтималдығын P(pass) = P(|ε|≤Ttol) өрнегі арқылы арттырады.
Практикалық нәтиже — партия сайын қажет болатын қолмен реттеулер саны азаяды және қолмен белгілеуге немесе төменгі дәлдіктегі тоқтатуға негізделген жүйелерге қарағанда бірінші реттік шығым жоғарырақ және тұрақтырақ болады.
6. Интеграцияланған жүйе дизайны арқылы қолжетімділікті арттыру
Кездейсоқ тоқтап қалу, әдетте, әлсіз интерфейстер, қолжетімсіз компоненттер мен типтік емес басқару жүйелерінен туындайды. HLSQ-700 механикалық, электрлік және гидравликалық компоненттерді модульдеу, стандарттауды ынталандыру және басқаруды PLC логикасына ауыстыру арқылы осы мәселелерді шешеді.
Бұл жақсартулар істен шығу арасындағы орташа уақытты ұлғайтады және жөндеуге кететін орташа уақытты қысқартады, қолжетімділікті арттырады (Қолжетімділік = MTBF / (MTBF + MTTR)). Сондықтан бизнеске әсері айқын болады, себебі кездейсоқ немесе логикалық емес түрде байланыстырылған компоненттерден жиналған мұндай машиналар үшін күтпеген тоқтап қалу жағдайлары азаяды, ақауларды жоюға көмек көбірек болады және жөндеудің жалпы өмірлік құны төмендейді.

С: HLSQ-700 рамасы мен жетегінің бекітпе элементтерін қанша жиі тексеру керек және олар босаған жағдайда не істеу керек?
A: Машиналық раманың бекіткіштері мен беріліс бөлшектерін екі ай сайын тексеріп, бекітіңіз.
Q: Электрлік басқару жүйесін қанша жиі қолдану керек?
A: Электрлік басқару жүйесін жарты ай сайын тексеріп, қызмет көрсету керек.
С: Ашық тісті дөңгелектер мен тісті беріліс қорабы үшін қандай май және интервалдар көрсетілген?
A: Ашық тісті шестернялардың жұпталуы жартылай автоматты мерзімді басқышпен майлауды қолданады, Grease Micro 2# (литий сүйреткіші) қолданылады, майлау кезеңі жарты ай немесе тісті шестернялардың жұпталуында май болмаған жағдайда майлайды. Тісті беріліс жәшегі жартылай автоматты мерзімді басқышпен майлауды қолданады, Grease Micro 2# (литий сүйреткіші) қолданылады, майлау кезеңі 12 ай немесе тісті беріліс жәшегінде сүйреткіш болмаған жағдайда майлайды.