- Áttekintés
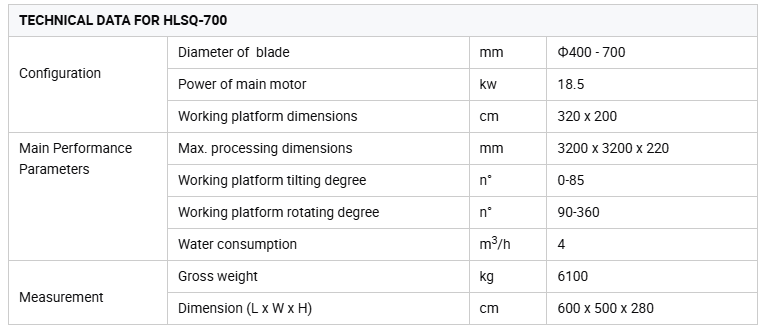
- Specifikációk
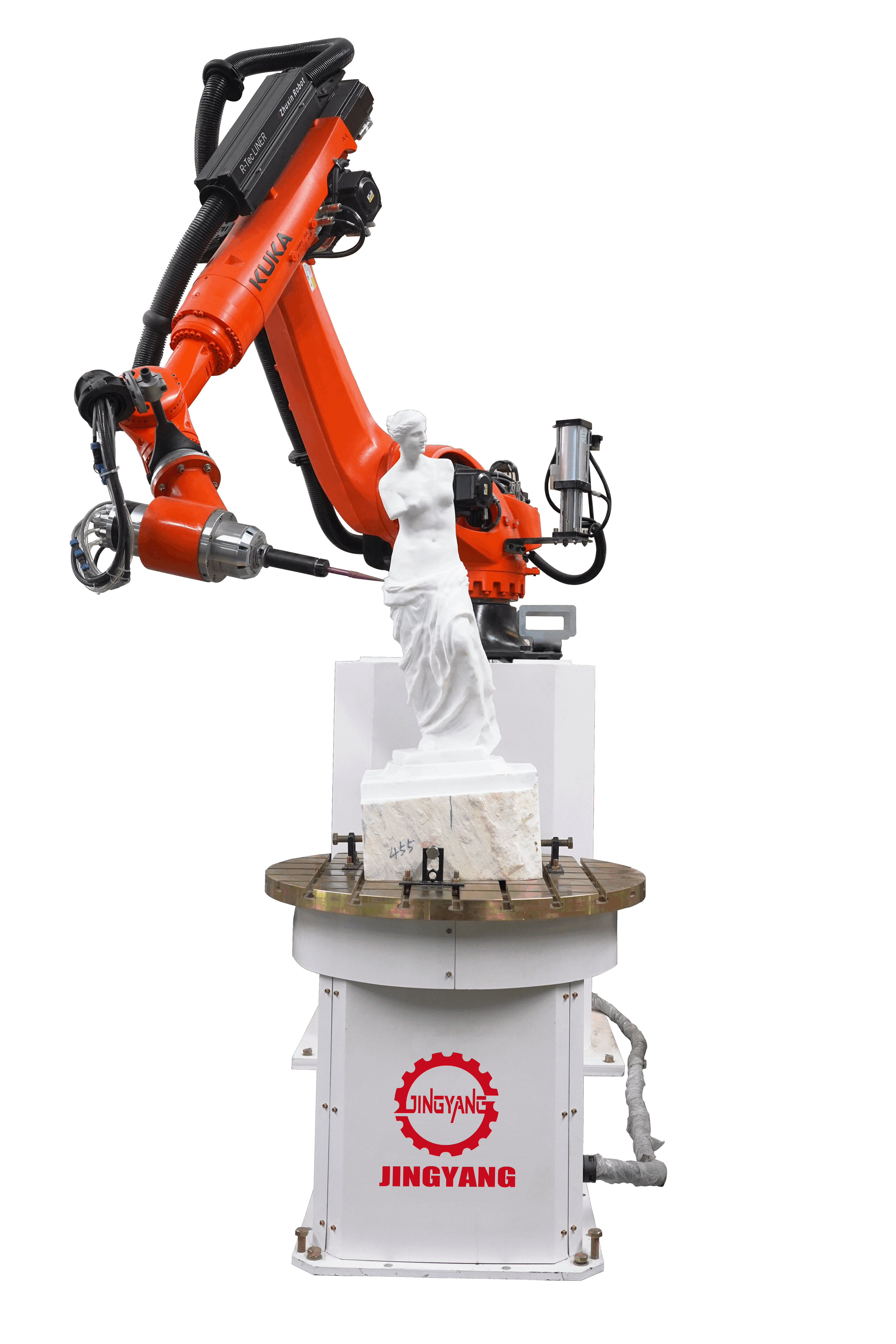
- Alkalmazások
- Előny
- GYIK
- Ajánlott termékek
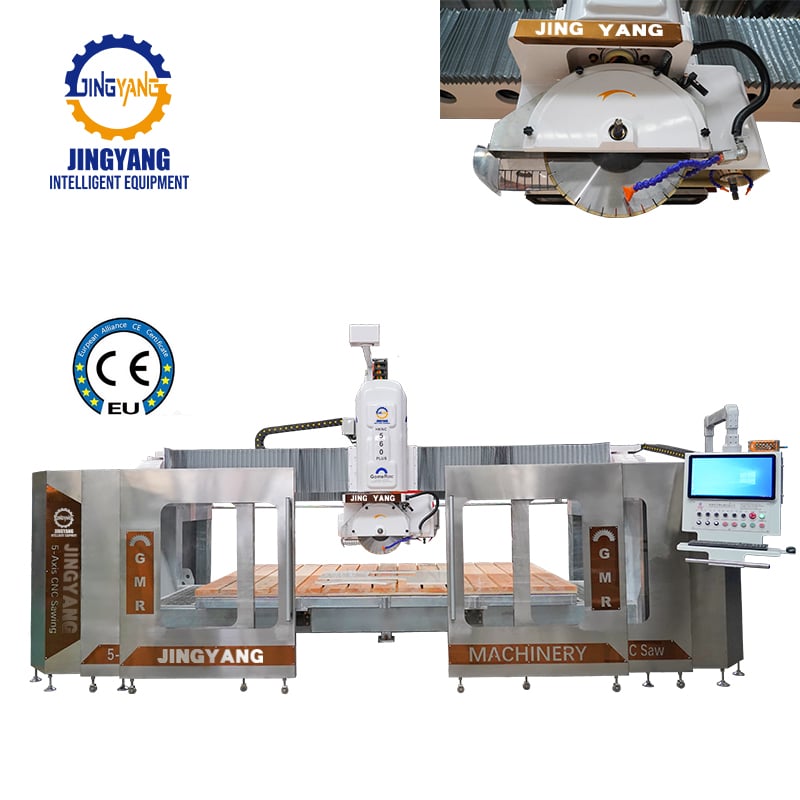
Az HLSQ-700 Márványlap-vágó gépet a kövek utófeldolgozásához tervezték, amely blokkvágókkal előállított lapokat szabványos méretűre darabol le stabil pontossággal és folyamatos üzemben.
A hagyományos laphasításnál gyakran előforduló méreteltérések az instabil előtoló mozgásból és a vezetés merevségének hiányából adódnak. A mozgásstabilitás és teherelosztás elveire alapozva az HLSQ-700 integrált mechanikai, elektromos és hidraulikus felépítést alkalmaz, merev hídszerkezettel és kétoldali olajban futó, zárt vezetősinccsel kombinálva. Ez a kialakítás biztosítja a pengének a stabil egyenes vonalú mozgását vágás közben, és csökkenti a méretbeli eltéréseket.

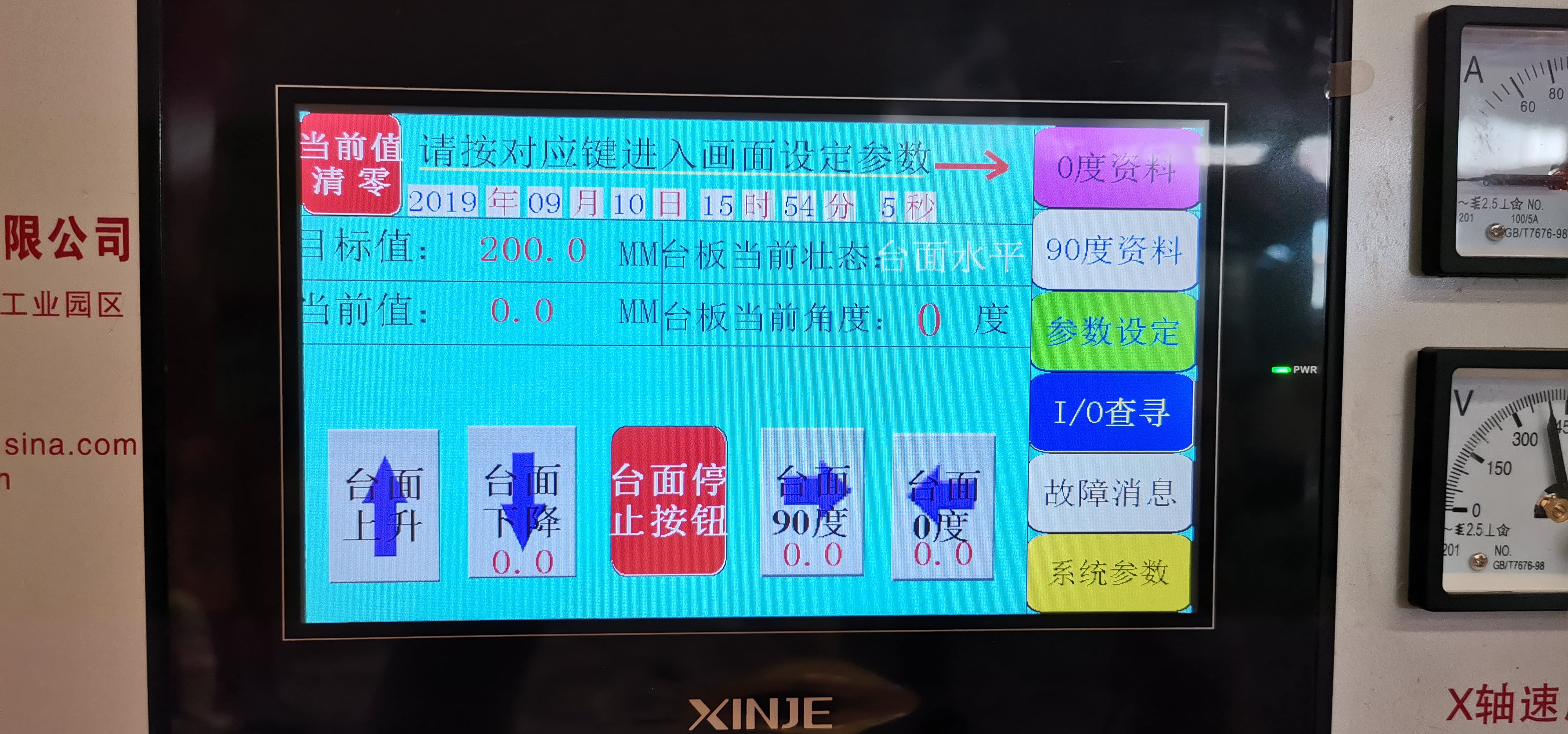
A vezérlési szinten egy PLC-rendszer koordinálja az előtolási mélységet (h) és az utazási sebességet (v) változtatható frekvenciájú sebességszabályozással, így a vágási folyamatot stabil működési tartományban tartja a pengesebességhez és az anyagjellemzőkhöz igazítva. Nagyformátumú lemezek automatikusan feldolgozhatók egyszeri paraméterbeállítással, javítva ezzel a konzisztenciát és az üzemeltetési biztonságot.

• Modell: HLSQ-700 ( CE tanúsítvány)
• Vezérlő rendszer: Ipari PLC érintőképernyős HMI-vel.
• A helyzet: Kétféles rendszer: infravörös a tömbös lemez pozícionálásához + keresztlézer a pontos vágási vonal vizualizálásához.
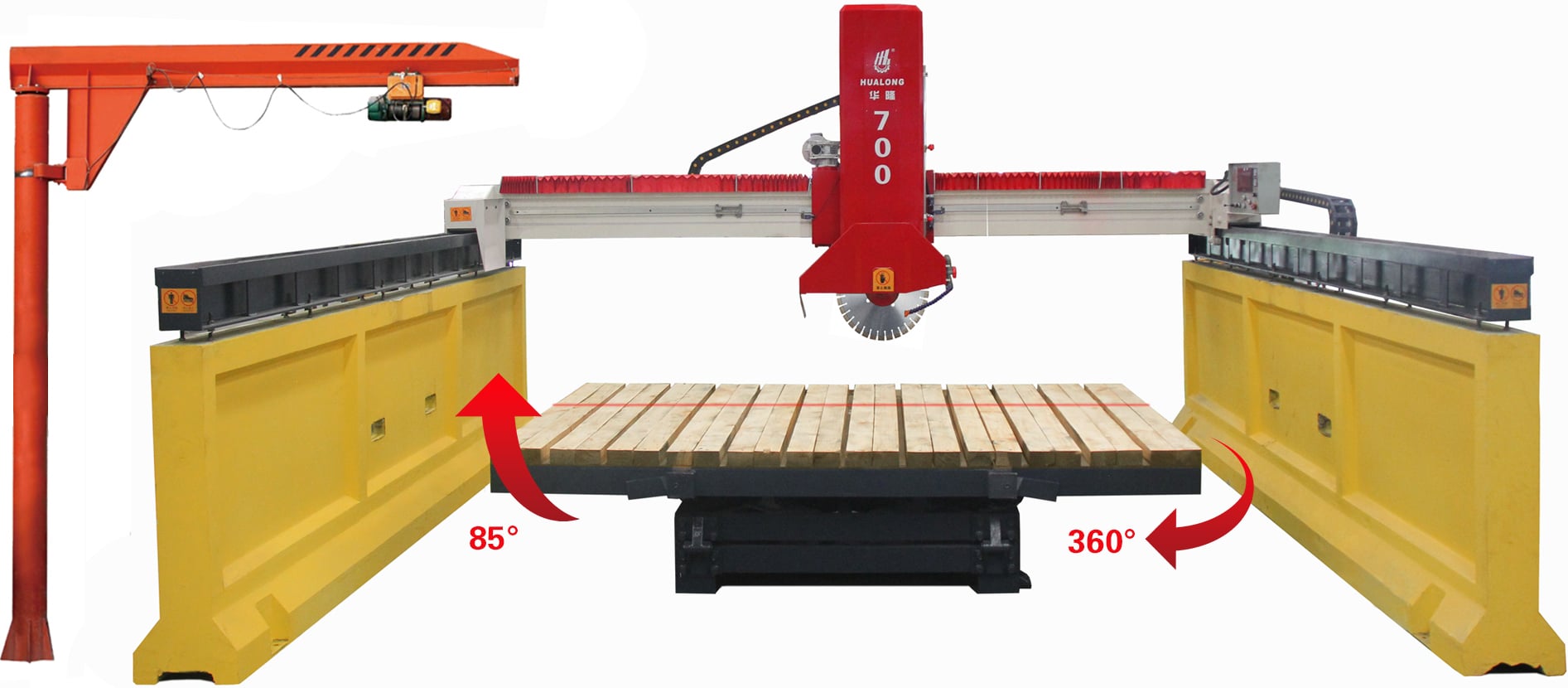
• Mechanikus tartomány: Vágófej dőlése: 0–45° (Opt.); Munkaasztal dőlése: 0–85°; Munkaasztal forgása: 360° folyamatos.
• Mozgási rendszer: Megkeményített és pontosan megmunkált V-alakú vezetőfelületek az X, Y, Z tengelyeken; szervohajtással és nagy felbontású mágneses skála visszajelzéssel.
• Szerkezeti integritás: Vasöntvényből készült kereszttartó szerkezet folyamatos üzem mellett is terhelhető teherbírással. A kereszttartó univerzális #14-es gerendából készül, nem pedig #12-es dobozvas szerkezetből, így erősebb a gép szerkezete kötetterhelés esetén.
• Kulcsfontosságú teljesítménymutató: Eléri a precíziós pozicionálás pontosságát ±0.5mm és ismétlődési pontosságot ±0.3mm , lehetővé téve a zökkenőmentes illesztést.
• Teljesítmény és kompatibilitás: 18,5 kW-os főtengely motor; kompatibilis 400 mm-től 700 mm-ig átmérőjű gyémántfűrészekkel.
A HLSQ-700 racionalizált szerkezeti kialakításának köszönhetően könnyen telepíthető és karbantartható, így hosszú távú folyamatos termelésre alkalmas. Granit, márvány, cementtermékek és kalcium-szilikát lapok vágását támogatja 400 mm-től 700 mm-ig átmérőjű fűrészekkel. A működési zajszintet ≤90 dBA-re korlátozzák, a vágás során nincs kipufogógáz-kibocsátás, így megfelel a kőfeldolgozásban általánosan előírt környezetvédelmi és megfelelőségi követelményeknek.

1. Nagy hatékonyságú folyamatos lemezvágás
Nagy áteresztőképesség megjósolható ciklusidővel – a műhelyek gyakran szembesülnek a határidők kiszámíthatatlanságával, például kézi paraméterbevitel, köztes újrapozícionálás vagy az operátorok készségszintjének eltérése miatt, amelyek nagy és szabálytalan segédidőket eredményeznek; az HLSQ-700 kiküszöböli ezeket a tényezőket a vágott alkatrészek receptjeinek rögzítésével a PLC-be, egy külön 18,5 kW teljesítményű változó fordulatszámú hajtómű és egy 360 fokos forgóasztal használatával, valamint egy 85 fokban dőlő asztallal, amely hatékonyan csökkenti a több lépésből álló darumozgatási műveletek idejét; emellett zárt hurkon keresztül fenntartja a szükséges előtolási sebességet, így a vágási idők megjósolhatóvá válnak Tcut = L/V képlettel, a ciklusidő pedig Tcycle = Tcut+Taux lesz. Az HLSQ-700 az áteresztőképességet ismételhető, hajtásvezérelt mértékké alakítja, nem pedig operátortól függő változóvá.


2. Stabil vágási pontosság a javítómunka csökkentése érdekében
A HLSQ-700 biztosan konzisztens geometriai pontosságot ér el, amely kizárja a befejezett körlapok visszautasítását a szerkezeti lehajlás, a rossz visszajelzés és a helytelen igazítás kombinációja miatt. A probléma három forrását orvosolja: a kétoldali olajalatti V-vezetékek növelik a hajlítóerőkkel szembeni merevséget, míg a forgó kódolt határoló és a nagyfelbontású mágneses lineáris skála pontos zárt hurkú pozícionálást biztosít, végül a lézervetítés pontos igazítást tesz lehetővé. Ezek a hibák matematikai képletben összegezhetők, ahol a hibák így kombinálódnak
, és mindhárom forrás kijavításával a gép csökkenti az Etotal összesített hibaszintjét.

3. Csökkentett korongkopás stabil vágási résszel
A korongélettartam meghosszabbítása és a stabil vágási rés gyakran azoknak a műhelyeknek a célja, amelyek nagyon gyakran kell korongot cseréljenek. A problémák két fő oka a vágási résnél keletkező hőfelhalmozódás és az abrazív szuszpenzió megkötése. Az HLSQ-700 ezen problémákat egy tervezett hűtőközeg-körrel oldja meg, amely mind konvektív hőelvonást biztosít, mind eltávolítja a szuszpenziót (4 m³/h átfolyási sebességgel), valamint meghajtási logikával, amely szinkronizálja a nyomatékot és előtolási sebességet, így a vágóteljesítmény Pcut = F·v a korong optimális képességein belül marad. Mivel az egységnyi kopás fordítottan arányos a hűtőfolyadék-áramlással (w ∝ 1/Q), a hűtőfolyadék-áramlás, teljesítmény és előtolási sebesség integrált szabályozása csökkentheti a korong hő- és abrazív kopását.

4. Gyorsabb és biztonságosabb lemezkezelés
A kőlapgyártó létesítményekben a jellemző ismétlődő darukörfolyamat és a több műveletet igénylő rögzítési pozíciók gyakori szűk keresztmetszetet és biztonsági kockázatot jelentenek. Az HLSQ-700 e tekintetben új játékszabályt vezet be, köszönhetően döntő asztalának, amely akár 85°-ig dölhet, valamint hordozható felületének és a kezelőbarát interfészeknek. Ennek eredményeképp több emelési ciklust megszüntethet egyetlen lépéses betöltés vagy közvetlen indexelés javára. Ez csökkenti a segédidőt (ΔT = Tmanual - Ttilt), az alkatrészenkénti ciklusidőt, a kezelési ciklusidő megszakításait, valamint az esetleges balesetek lehetőségét.
5. Magasabb első átmeneti minőség pontos pozícionálással
Gyorsabb beállítási idő, valamint az elsőfutásos kitermelés javulása az alapvető hiba – a kezdeti nem megfelelő igazítás – kiküszöbölésével érhető el.
Ez a HLSQ-700-as lézeres kalibrációval érhető el, mágneses lineáris visszajelzésű hurkon keresztül egy PLC-től folyamatos pozícionálás-korrekció céljából. Egy ilyen rendszer csökkenti a hibaérték (ε) nagyságát, valamint növeli az adott tétel sikeres átmenésének valószínűségét, amelyet a következőképpen fejezünk ki: P(áthalad) = P(|ε|≤Ttol).
A gyakorlati eredmény az, hogy minden egyes tételhez kevesebb kézi beállítás szükséges, és magasabb, jobban konzisztens első alkalommal megfelelő termékminőség érhető el, összehasonlítva azokkal a rendszerekkel, amelyek kézi jelölésekre vagy alacsony felbontású leállítókra támaszkodnak.
6. Magasabb rendelkezésre állás integrált rendszertervezéssel
A véletlenszerű leállásokat általában az instabil kapcsolatok, nehezen hozzáférhető alkatrészek és szokatlan vezérlések okozzák. A HLSQ-700 ezeket a problémákat moduláris mechanikus, elektromos és hidraulikus alkatrészek alkalmazásával, a szabványosítás előmozdításával és a vezérlések PLC-logikára helyezésével kezeli.
Ezek a fejlesztések növelik a hibamentes működés átlagos időtartamát, és csökkentik a javítási idő átlagos hosszát, ezzel növelve az elérhetőséget (Elérhetőség = MTBF / (MTBF + MTTR)). Így a vállalkozásra gyakorolt hatás nyilvánvaló, hiszen kevesebb tervezetlen leállás lesz, jobb hibaelhárítási támogatás áll rendelkezésre, és alacsonyabb lesz az élettartam során felmerülő karbantartási költségek olyan gépek esetében, amelyek véletlenszerű vagy logikátlansággal kapcsolódó alkatrészekből készültek.

K: Milyen gyakran kell ellenőrizni a HLSQ-700 keret és meghajtóalkatrészek rögzítőelemeit, és mi a teendő, ha laza azok?
A: Ellenőrizze a gépváz és hajtómű alkatrészeinek rögzítőelemeit, és húzza meg azokat kétévente egyszer.
Kérdés: Milyen gyakran kell karbantartani az elektromos vezérlőrendszert?
A: Ellenőrizze az elektromos vezérlőrendszert, és végezzen karbantartást félévente.
K: Milyen zsírt és milyen időközönként kell alkalmazni a nyitott fogaskerekeknél és a fogaslécnél?
A: A nyitott fogaskerék-összeépítés mesterséges, időszakos kenést alkalmaz, Grease Micro 2# (lítium zsír) kenőanyaggal, a kenési időszak fél év vagy kenje meg, ha nincs kenés a fogaskerék-összeépítésben. A hajtómű mesterséges, időszakos kenést alkalmaz, Grease Micro 2# (lítium zsír) kenőanyaggal, a kenési időszak 12 hónap, vagy kenje meg, ha nincs zsír a hajtóműben.