- Oversigt
- Specifikationer
- Anvendelser
- Fordele
- Ofte stillede spørgsmål
- Anbefalede Produkter
HLQY-32-1700 Multiblads brosavs er udviklet til at omdanne store stenstykker til tynde eller tykke plader – og gøre det hver gang med høj nøjagtighed og på kortest mulige tid. HLQY-32-1700 kombinerer en Siemens PLC intelligent styring, en højstivheds brobjælke og Hiwin olieoploselige lineære guider fra Taiwan for at sikre stabile skæringer i granit, marmor og sandsten. Maskinen kan bruge op til 18 tynde blades, hvilket optimerer materialeudbytte og skærehastighed samt markant reducerer maskinens udbøjning og slid på komponenter. Derved bliver den et pålideligt valg for producenter, der kræver både præcision og produktivitet.




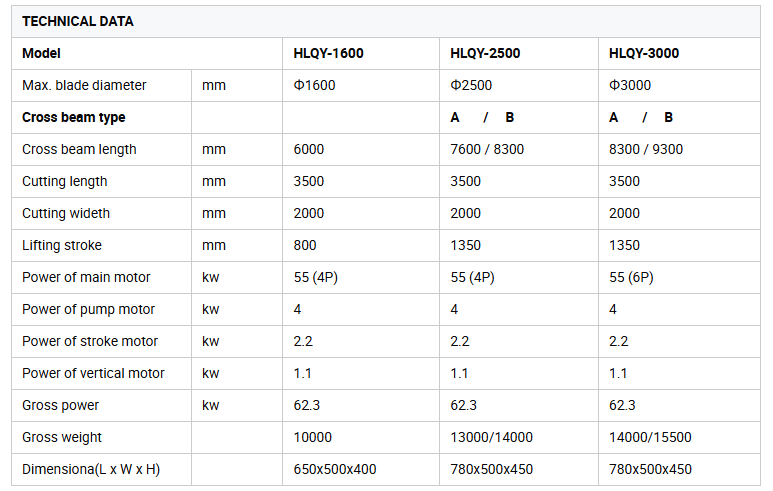
Maks. bearbejdningsdimensioner (LxBxH): 3200 x 2000 x 2000 mm
Spindelkraft: 55 kw
Maks. antal klinger: 18 stk (ekstra tynde)
Skærepræcision: ≤ ±0,05 mm
Skydeskiftes synkroniseringspræcision: ≤ ±0,03 mm
Hovedbjælkestruktur: Højstiv, brotype med stort tværsnit
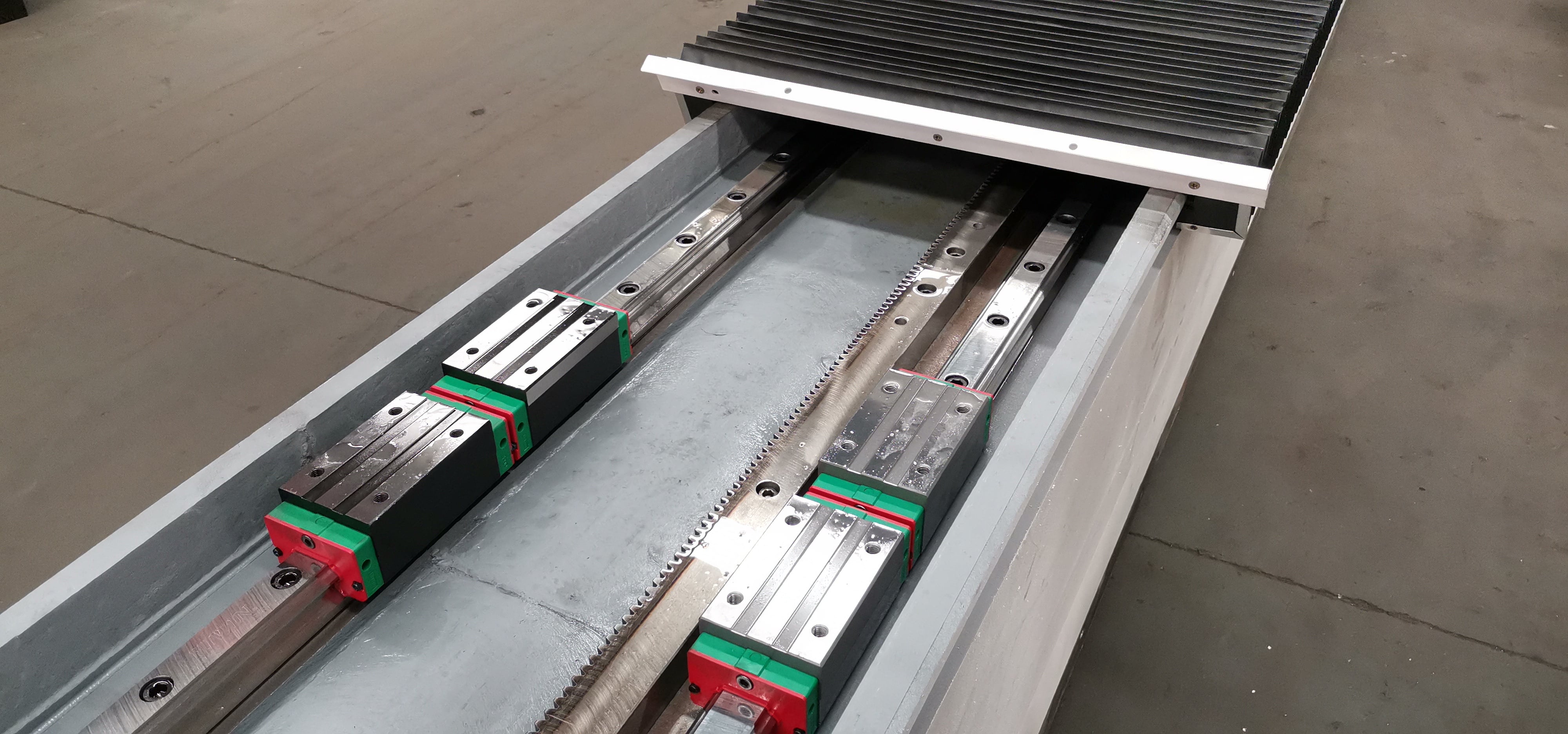
Føringssystem: Taiwan Hiwin lineært føringssystem med oliebadssmøring
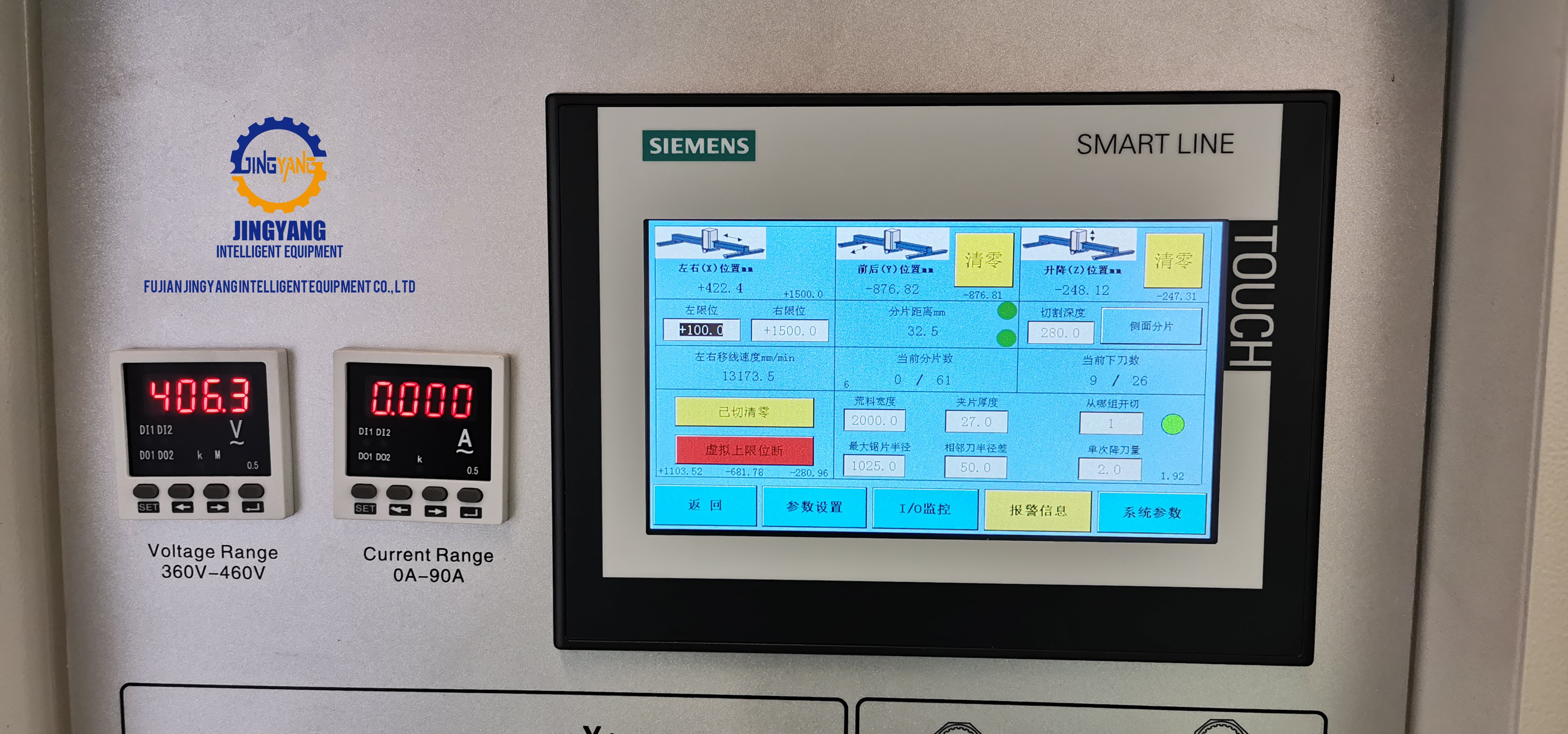
Kontrolsystem: Siemens PLC med HMI touchscreen
Drivsystem: X/Y-akse: Kile og tandstang; Slide: Mekanisk skruesynkronisering
Garanti: 12 Måneder
HLQY-32-1700 er designet til at bearbejde plader naturligt med høj effektivitet. Dens 55 kW højtydende spindel og variabel knivopsætning (op til 18) giver den nødvendige skærekraft (Fc) og densitet til at skære materialer med forskellig trækstyrke (Rm).
Primære materialer: Granit, Marmor, Sandsten, Kalksten og andre kompositsten.
Pladetykkelse: Plader på 10 mm til 50 mm kan produceres effektivt, og intervallet 18 mm til 30 mm vil være optimalt i forhold til produktion og overfladekvalitet.
Almindelige anvendelser: Fabrikker med høj produktionsydelse af plader, steneksportbearbejdningsscentre og processer, der kræver høj ydelse og ensartet kvalitet, fra en blok til færdig plade.

1. Pålidelig multiaksekoordination med intelligent sekventiering baseret på PLC
I komplekse stenskæringsprocesser fører manuelle eller grundlæggende elektroniske kontroller ofte til fejl, inkonsistente reaktioner og nedetid. HLQY-32-1700 er centreret omkring en Siemens PLC som kerne, kombineret med en brugervenlig HMI. Den integrerer spindelkontrol, glidebevægelse, tilførselssekventering og sikkerhedslogik i et samlet system. Hver kritisk aktivitet fungerer baseret på lagrede procesparametre; derfor har operatørens færdighedsniveau minimal indflydelse, hvilket sikrer konsekvens mellem vagter og batche. Dette resulterer i mere jævn produktion, nemmere træning og højere samlet effektivitet.

2. Broer med høj stivhed minimerer afvigelser forårsaget af bjælkedeformation
Under storskala- eller tykpladeskæring er bjælkedeformation og strukturel vibration de primære årsager til variationer i tykkelse og skæreafvigelser. I princippet kan bjælkedeformation analyseres som følger:
δ = (F * L³) / (3EI),
hvor F er skærekraften, L er spændvidden, E er materialestivheden, og I er tværsnitsinertimomentet. Strukturelt øges udbøjningen hurtigt med stigende skærekraft og spændvidde, mens den falder med øget bjælkestivhed og tværsnitsinerti. HLQY-32-1700 anvender en kasseformet bjælke med stort tværsnit fremstillet af materialer med høj stivhed, hvilket forbedrer bøjningsmodstanden og undertrykker kildevibration. Dette sikrer en mere stabil og lineær skærebane, især fordelagtigt ved bearbejdning af store pladestrenge, og reducerer dermed behovet for ombearbejdning og materialeaffald.

3. Oliebadbeskyttelse af føringsskinner reducerer præcisionsforhold forårsaget af slibende støv.
Støv fra sten er særlig problematisk, fordi det er hårdt og slibende. Når det kommer i kontakt med overfladen af føringsskinnerne, fremskynder det slidet og påvirker nøjagtigheden negativt.
Levetiden for rullebaner følger typisk L₁₀ ∝ (C / P)³, hvor C repræsenterer den dynamiske nominelle belastning og P angiver den faktiske belastning, inklusive slid forårsaget af forurening.
Oliefyldt smøring har fordelen, at den sikrer et konstant olievolumen og forhindrer direkte kontakt mellem slibende partikler og føreflade. Derfor er det en fordel at kombinere kinesiske Taiwan Hiwin præcisionsføringer med oliefyldt smøring for at sikre, at HLQY-32-1700 bevarer sin nøjagtighed gennem hele levetiden og samtidig minimere vedligeholdelsesrelateret nedetid.

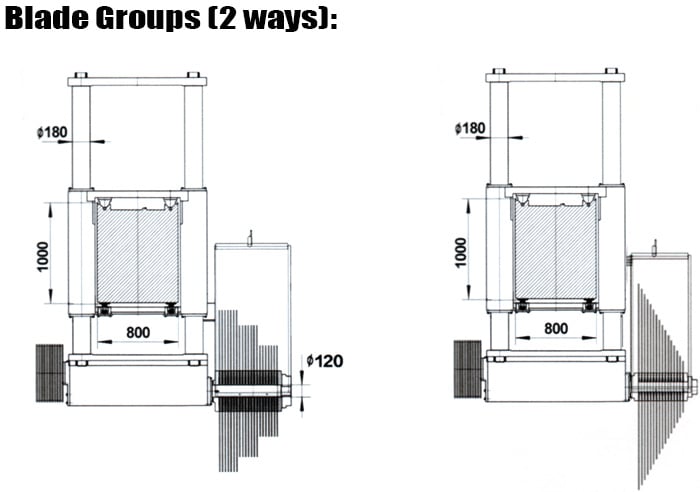
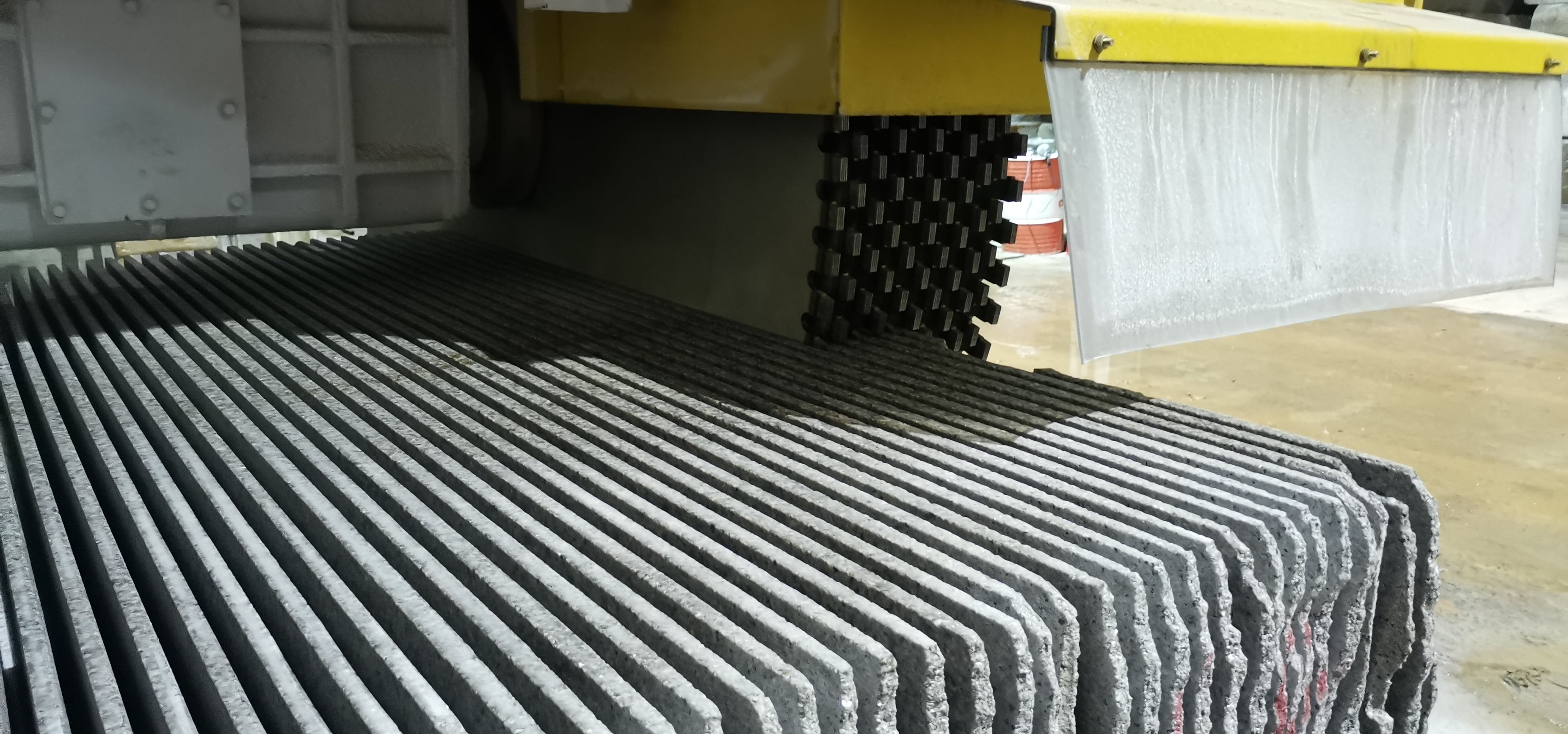
4. Flere sækkeblade reducerer savnespild og øger produktionen
Ved flersagsavsavning skyldes materialeforbruget primært det samlede savnespild dannet af alle blade. Materialeudnyttelseseffektiviteten kan bestemmes ved hjælp af følgende formel:
Udnyttelsesgrad = St / (St + Sk)
hvor t repræsenterer pladens tykkelse og Sk betegner savklingen bredde. HLQY-32-1700 understøtter op til 18 savklinger og er udstyret med tyndkerne-savklinger, hvilket gør det muligt at øge produktionen af tykkere plader samtidig med at klingetab minimeres. Tyndplader og ædelstensapplikationer drager størst fordel, da spildomkostninger direkte påvirker fortjenestemarginerne.


5. Mekanisk synkronisering med dobbelt glidelegemmer forhindrer asynkroni
Desuden kan det elektroniske dobbeltdrivesystem opleve synkroniseringsproblemer, når sagen vibrerer eller støder på uventede belastninger. Dette sker, når minimale variationer i glidelegemmerne resulterer i forskelle i pladens tykkelse. I sådanne tilfælde anvender HLQY-32-1700 "stiv mekanisk synkronisering" for at imødekomme kravet om synkroniserede glidelegemmer. Dette indebærer, at glidelegemmerne bevæger sig simultant styret af samme gearkasse, så deres geometriske positioner forbliver i fase—dvs. ΔX_venstre = ΔX_højre.


6. Reduktion af vibrationer og stive fejl nedsætter kravene til polering.
De primære faktorer, der påvirker overfladeruhed i disse systemer, er vibration og dens effekt på sporing af den designede bane.
Dette kan opsummeres som Ra ≈ C1·v + C2·e, hvor v repræsenterer vibration og e repræsenterer enhver fejl i banens trajektoria.
HLQY-32-1700 mindsker disse problemer gennem sin stive bjælke, stabile bane og bevægelsesstyring med PLC. Alle disse faktorer reducerer vibration og sporagefejl, hvilket muliggør en mere jævn gennemførelse af banen med mindre poleringseffekt.

Overordnet produktivitet kan ses ud fra stabilitet, hastighed og nøjagtighed. Uden stabilitet bliver det umuligt at opretholde hastighed og nøjagtighed. HLQY-32-1700 leverer en førsteklasses løsning ved at integrere solid konstruktion, højpræcise bevægelseskomponenter, et PLC-styringssystem, koordineret mekanik og et robust drivsystem. Selv ved tung produktion skaber den samlede virkning af disse foranstaltninger stabilitet, hvilket danner grundlaget for bæredygtig rentabilitet.

Spørgsmål: Er JINGYANG et handelsfirma eller en producent?
Svar: JINGYANG har sin egen stenmaskinfabrik med selvstændig forskning og udvikling samt produktion. HLQY-32-1700 produceres internt og understøtter OEM/tilpasning, fabriksinspektion og videodemonstration.
Spørgsmål: Hvor lang tid tager det, før HLQY-32-1700 afsendes?
Svar: Efter bekræftelse af depositum og fastlåsning af de tekniske valgmuligheder er den sædvanlige produktionslevetid cirka 3 til 5 uger (omkring en måned). I tilfælde af særlige tilpasningsønsker, ordrer i stor mængde eller på højsæson vil leveringstiden blive aftalt fælles i kontrakten.
Spørgsmål: Hvad er garanti-perioden og eftersalgsservice for HLQY-32-1700?
Svar: Vi yder en 12-måneders garantiservice.
Spørgsmål: Hvilke internationale certificeringer og sikkerhedsstandarder omfatter denne maskine? Opfylder alle maskinerne på hjemmesiden kravene?
A: Stenmaskinen, inklusive HLQY-32-1700, har gennemgået den europæiske CE-certificering og opfylder fuldt ud internationale sikkerhedsstandarder.
Q: Kan jeg anmode om OEM-tilpasning?
A: Ja. Vi understøtter OEM-tilpasning efter hvert kundes behov. Fabriksinspektion eller videoaccept er velkommen.
Q: Hvordan får jeg den mest konkurrencedygtige prisoffert?
A: Hej, en nøjagtig prisoffert skal baseres på en vurdering af dine specifikke behov. Velkommen til at kontakte vores salgsteam for at få et detaljeret forslag.