- Yleiskatsaus
- Tekniset tiedot
- Sovellukset
- Etuoikeus
- UKK
- Suositellut tuotteet
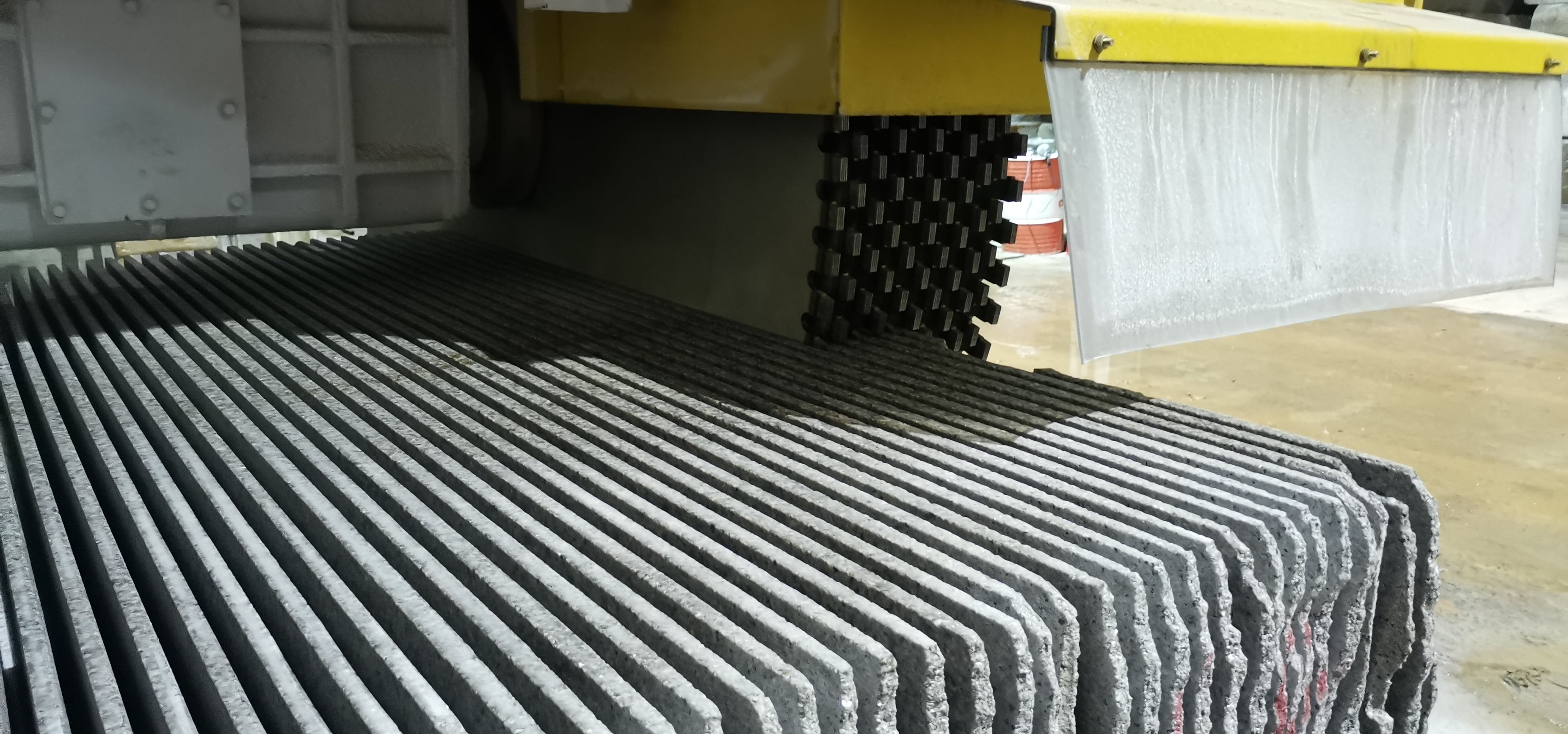
HLQY-32-1700 Moniteräinen silta-sahaus on suunniteltu muuntamaan suuria kivitykkiä ohuiksi tai paksuiksi levyiksi – joka kerta tarkasti ja mahdollisimman lyhyessä ajassa. HLQY-32-1700 on yhdistelmä Siemensin PLC-teho-ohjausta, korkean jäykkyyden silta-palkkia ja Taiwanissa valmistettuja Hiwinin öljyyn upotettuja lineaariohjaimia, jotka tarjoavat vakaita leikkauksia graniittiin, marmoriin ja hiekkakiveen. Koneessa voidaan käyttää jopa 18 ohutta terää, mikä optimoi raaka-aineen hyödyntämisen ja leikkuusuorituskyvyn sekä vähentää merkittävästi koneen taipumista ja osien kulumista, ja tekee siitä luotettavan vaihtoehdon valmistajille, joilla vaaditaan sekä tarkkuutta että tuottavuutta.




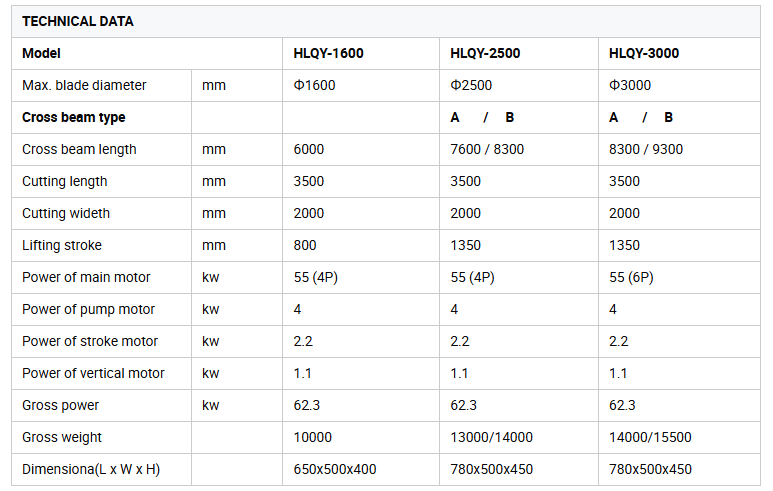
Suurimmat käsittelymitat (LxLxK): 3200 x 2000 x 2000 mm
Kärjen teho: 55 kw
Terien enimmäismäärä: 18 kpl (Erittäin ohut)
Leikkuutarkkuus: ≤ ±0,05 mm
Liukupalkin synkronointitarkkuus: ≤ ±0,03 mm
Pääpalkin rakenne: Suuren jäykkyyden sillan tyyppinen suuritekoinen
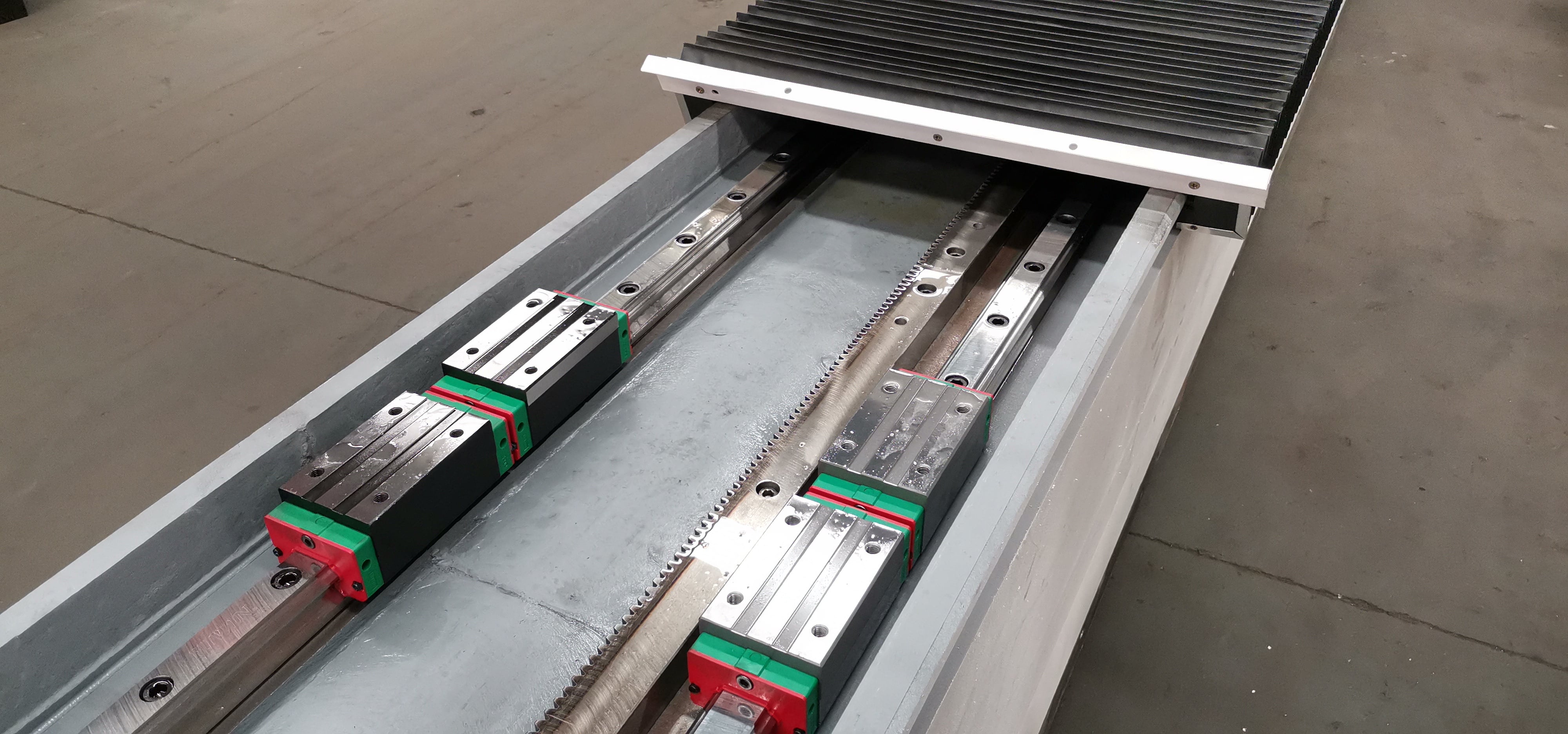
Ohjausjärjestelmä: Taiwan Hiwin -suoraviivainen ohjaus öljykylvyllä
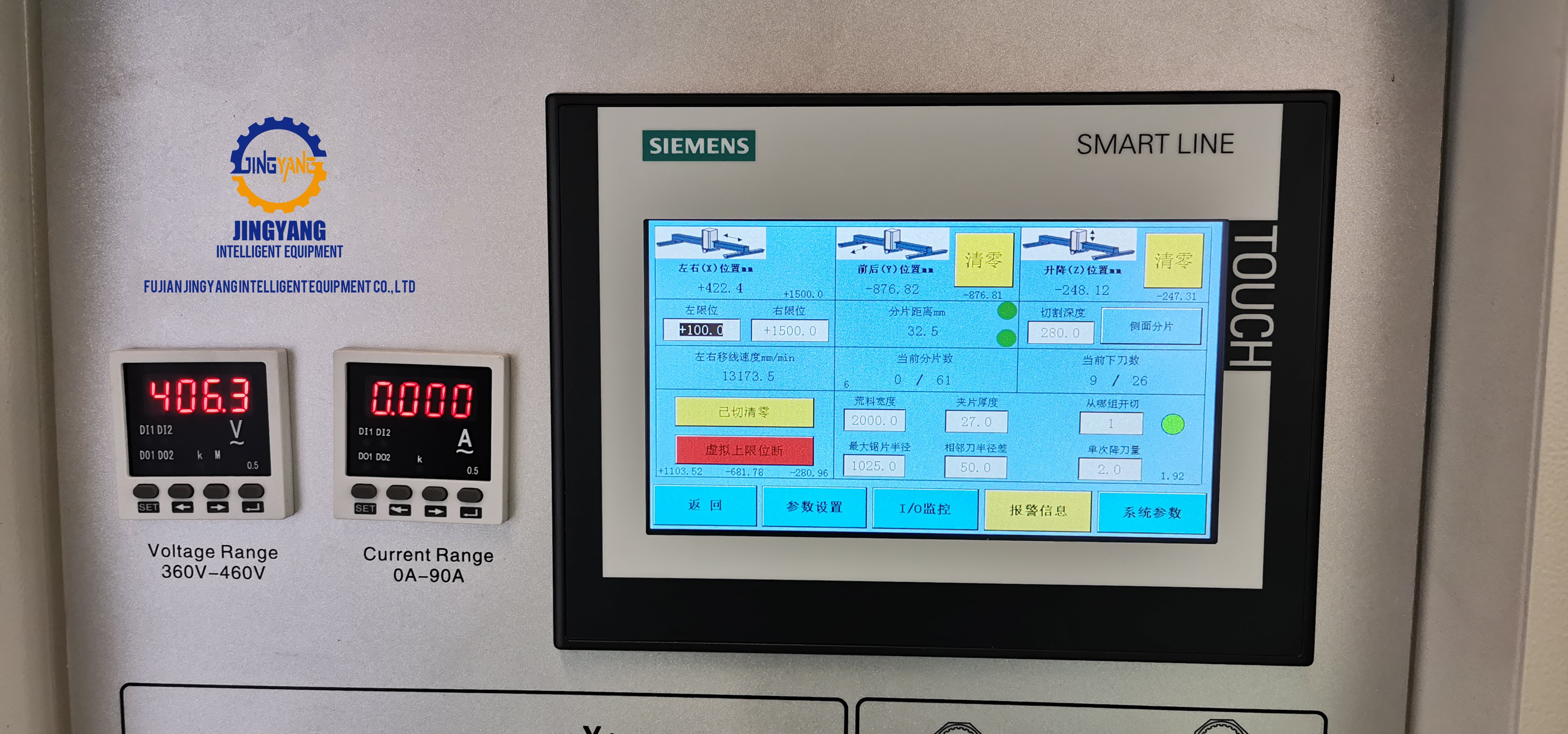
Ohjausjärjestelmä: Siemens-ohjelmoitava logiikka HMI kosketusnäytöllä
Animaatijärjestelmä: X/Y-akseli: Hammasrata ja hammaspyörä; Liuku: Mekaaninen ruuvisynkronointi
Takuu: 12 kuukautta
HLQY-32-1700 on suunniteltu laattojen koneistukseen luonnollisesti ja tehokkaasti. Sen 55 kW:n korkean tehon poranterä ja muuttuva teräjärjestely (enintään 18 terää) tuottavat tarvittavan leikkausvoiman (Fc) ja tiheyden eri vetolujuksisten (Rm) materiaalien leikkaamiseen.
Pääasialliset materiaalit: graniitti, marmori, hiekkakivi, kalkkikivi ja muut komposiittikivet.
Laatan paksuus: 10–50 mm paksuja laattoja voidaan tuottaa tehokkaasti, ja 18–30 mm vaihtelu on optimaalinen tuotannon ja pintalaadun suhteen.
Yleiset käyttökohteet: Laattojen suurten tuotantolaitosten, kivien vientikäsittelykeskusten sekä prosessien, jotka vaativat suurta tuotantoa ja yhtenäistä laatua, käsittely lohkosta valmiiksi laataksi.

1. Luotettava moniakselinen koordinaatio PLC-pohjaisella älykkäällä järjestyksellä
Monimutkaisissa kivien leikkausprosesseissa manuaaliset tai perussähköiset ohjaukset johtavat usein virheisiin, epäjohdonmukaisiin reaktioihin ja käyttökatkoihin. HLQY-32-1700 keskittyy Siemensin PLC:hen ytimenään ja yhdistää siihen helppokäyttöisen HMI:n. Se integroi poranterän ohjauksen, liikkuvan liikkeen, syötön sekvenssin ja turvallisuuslogiikan yhtenäiseksi järjestelmäksi. Jokainen kriittinen toiminto toimii tallennettujen prosessiparametrien perusteella; näin ollen operaattorin taidotasolla on vähäinen vaikutus, mikä takaa johdonmukaisuuden vuorojen ja erien aikana. Tämä johtaa tasaisempaan tuotantoon, helpompaan koulutukseen ja korkeampaan kokonaistehokkuuteen.

2. Korkea jäykkyys sillat minimoivat palkin taipumisen aiheuttamat poikkeamat
Laajamittaisten tai paksulevyisten leikkaustoimenpiteiden aikana palkin taipuminen ja rakenteellinen värähtely ovat paksuusvaihteluiden ja leikkauspoikkeamien ensisijaisia syitä. Olennaisesti palkin taipumista voidaan analysoida seuraavasti:
δ = (F * L³) / (3EI),
jossa F on leikkausvoima, L on jänneväli, E on materiaalin jäykkyys ja I on poikkileikkauksen taivutusjäyhyys. Rakenteellisesti taipuma kasvaa nopeasti leikkausvoiman ja jännevälin kasvaessa, mutta vähenee palkin jäykkyyden ja poikkileikkauksen hitausmomentin kasvaessa. HLQY-32-1700 käyttää suuren poikkileikkauksen laatikkopalkkia, joka on valmistettu korkean jäykkyyden materiaalista, mikä parantaa taivutuskestävyyttä ja hillitsee lähteiden värähtelyä. Tämä takaa stabiilimman ja lineaarisemman leikkauspolun, erityisesti suurten levyjen työstössä, mikä vähentää uudelleen työstämistä ja materiaalin hukkaa.

3. Voitelukalvon suojaus ohjauspintoja vastaan vähentää tarkkuuden menetystä, joka johtuu kovasta pölystä.
Kivipöly on erityisen ongelmallista, koska se on kovaa ja kuluttavaa. Kun se koskettaa ohjauspintaa, se kiihdyttää kulumista ja heikentää tarkkuutta.
Välilevityksien käyttöikä noudattaa tyypillisesti kaavaa L₁₀ ∝ (C / P)³, jossa C edustaa dynaamista nimellista kuormitusta ja P todellista kuormitusta, mukaan lukien saasteiden aiheuttama kulumisvaikutus.
Öyryvoitelu tarjoaa etunaan vakiona pysyvän öljymäärän ylläpitämisen, mikä estää hankaavien hiukkasten suoran kosketuksen ohjauspinnan kanssa. Siksi Kiinan Taiwanin Hiwin-tarkkuusohjaimien yhdistäminen öyryvoiteluun on edullista HLQY-32-1700 -mallin tarkkuuden ylläpitämiseksi koko sen käyttöiän ajan ja huoltokatkojen vähentämiseksi.

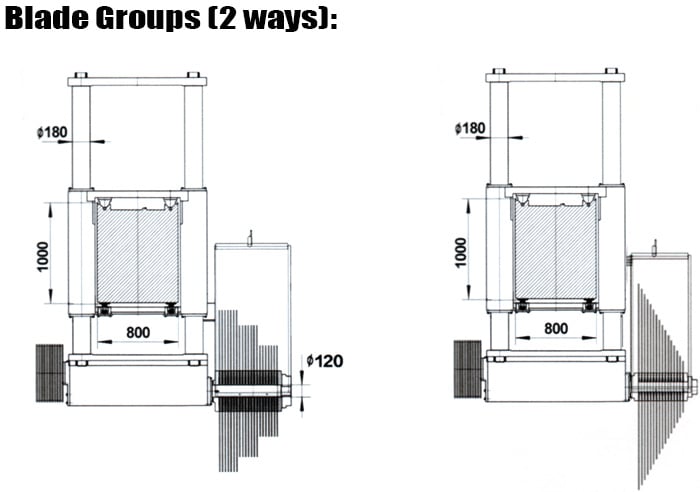
4. Moniteräkonfiguraatiot vähentävät leikkaushäviötä ja lisäävät tuotantoa
Moniteräleikkuutoiminnossa materiaalin häviö johtuu pääasiassa kaikkien terien muodostamasta yhdistetystä leikkauslevystä. Materiaalin hyödyntämistehokkuus voidaan määrittää seuraavan kaavan avulla:
Hyvyysaste = St / (St + Sk)
jossa t on levyjen paksuus ja Sk viittaa terän leikkausleveyteen. HLQY-32-1700 tukee jopa 18 terää ja sisältää ohutytimisiä teriä, mikä mahdollistaa suuremman paksuuden tuotannon samalla kun leikkaushukka minimoituu. Ohutlevy- ja jalokivisovellukset hyötyvät merkittävimmin, koska hukkaan menneet kustannukset muuttuvat suoraan voittomarginaaleiksi.


5. Mekaaninen synkronointi kaksoisliukurit estävät epäsynkronian
Lisäksi, kun saha värähtelee tai kohdistuu odottamattomiin kuormituksiin, sähköinen kaksoisajojärjestelmä voi kohdata synkronointiongelmia. Tämä tapahtuu, kun pienet vaihtelut liukumisessa johtavat eroihin levyn paksuudessa. Tällaisissa tapauksissa HLQY-32-1700 käyttää 'jäykkää mekaanista synkronointia' vastatakseen synkronoitujen liukurien vaatimukseen. Tämä tarkoittaa liukurien samanaikaista liikettä, jota ohjataan samalla vaihteistolla, varmistaen että niiden geometriset asemat pysyvät vaiheessa – toisin sanoen ΔX_left = ΔX_right.


6. Värähtelyn ja polkuvirheiden vähentäminen alentaa hiomisvaatimuksia.
Näiden järjestelmien pinnankarkeuteen vaikuttavat ensisijaisesti värähtely ja sen vaikutus suunnitellun polun seuraamiseen.
Tämä voidaan tiivistää muotoon Ra ≈ C1·v + C2·e, missä v edustaa värähtelyä ja e polkuvirhettä.
HLQY-32-1700 vähentää näitä ongelmia jäykän palkin, vakavan polun ja liikkeen PLC-ohjauksen avulla. Kaikki nämä tekijät pienentävät värähtelyä ja seurantavirheitä, mikä mahdollistaa sileämmän polun toteutuksen vähemmällä hiomaprosessoinnilla.

Kokonaistuottavuus voidaan tarkastella vakauden, nopeuden ja tarkkuuden näkökulmasta. Ilman vakautta nopeuden ja tarkkuuden ylläpitäminen on mahdotonta. HLQY-32-1700 tarjoaa huippuluokan ratkaisun yhdistämällä jäykän rakenteen, korkean tarkkuuden liikkeen osat, PLC-ohjausjärjestelmän, koordinaatiossa toimivat mekaniikat ja robustin ajaminen järjestelmän. Myös raskas tuotantoedellytyksissä näiden toimenpiteiden yhteisvaikutus luo vakaan perustan kestävälle kannattavuudelle.

K: Onko JINGYANG kauppakomppania vai valmistaja?
V: JINGYANGilla on oma kivikonepaja, jossa tehdään itsenäistä tutkimus- ja kehitystyötä sekä tuotantoa. HLQY-32-1700 valmistetaan sisäisesti, ja tuote tukee OEM-valmisteista tai mukautettua tuotantoa, tehtaan tarkastusta sekä videodemonstraatiota.
K: Kuinka kauan kestää, kunnes HLQY-32-1700 toimitetaan?
V: Talletuksen vahvistamisen ja teknisten vaihtoehtojen vakiinnuttamisen jälkeen tuotannon tavallinen läpimenoaika on noin 3–5 viikkoa (noin kuukausi). Erityismukautustilauksissa, suurissa tilauksissa tai kauden huippukohdissa toimitusaikataulu sovitaan keskenämme sopimuksessa.
K: Mikä on HLQY-32-1700 takuun kesto ja mitä myynnin jälkeisiä palveluita tarjotaan?
V: Tarjoamme 12 kuukauden takuupalvelun.
K: Mihin kansainvälisiin sertifiointeihin ja turvallisuusstandardeihin tämä kone kuuluu? Vastatko kaikki verkkosivustolla mainitut koneet näihin?
A: Kivikone, mukaan lukien HLQY-32-1700, on saanut Euroopan CE-sertifioidin ja täyttää kansainväliset turvallisuusstandardit.
K: Voinko pyytää OEM-mukautusta?
A: Kyllä. Tuemme OEM-mukautusta asiakkaan erityistarpeisiin. Tehdastarkastus tai videovastaanotto ovat tervetulleita.
K: Miten saan kilpailukykyisimmän tarjouksen?
A: Hei, tarkka tarjous perustuu arvioon erityistarpeistanne. Ota yhteyttä myyntitiimiimme, joka tarjoaa yksityiskohtaisen suunnitelman.