- Genel Bakış
- Özellikler
- Uygulamalar
- Avantaj
- SSS
- Önerilen Ürünler
HLQY-32-1700 Çok Bıçaklı Köprü Tipi Testere, büyük taş parçalarını her seferinde yüksek doğrulukla ve mümkün olan en kısa sürede ince veya kalın plakalara dönüştürmek amacıyla üretilmiştir. HLQY-32-1700, Siemens PLC akıllı kontrol sistemini, yüksek rijitlikte köprü kirişini ve Tayvan'da yapılan Hiwin yağ dalgınlı lineer kılavuzları bir araya getirerek granit, mermer ve kumtaşı üzerinde kararlı kesimler yapar. Maksimum 18 ince bıçağın kullanılabilme potansiyeline sahip olması sayesinde malzeme verimliliğini ve kesim kapasitesini optimize eder, makine sapmasını ve parça aşınmasını önemli ölçüde azaltır ve bu nedenle hem hassasiyet hem de üretkenlik gerektiren üreticiler için güvenilir bir seçenek haline gelir.




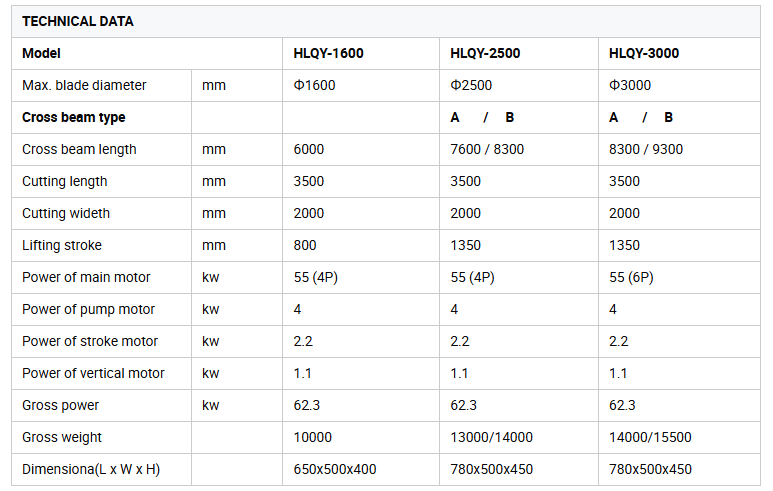
Maks. İşlem Boyutları (E x G x Y): 3200 x 2000 x 2000 mm
Spindel Gücü: 55 kw
Maks. Bıçak Sayısı: 18 adet (İnce)
Kesim Hassasiyeti: ≤ ±0,05 mm
Kayar Sistem Senkronizasyon Hassasiyeti: ≤ ±0,03 mm
Ana Kiriş Yapısı: Yüksek rijitlikli, büyük kesitli köprü tipi
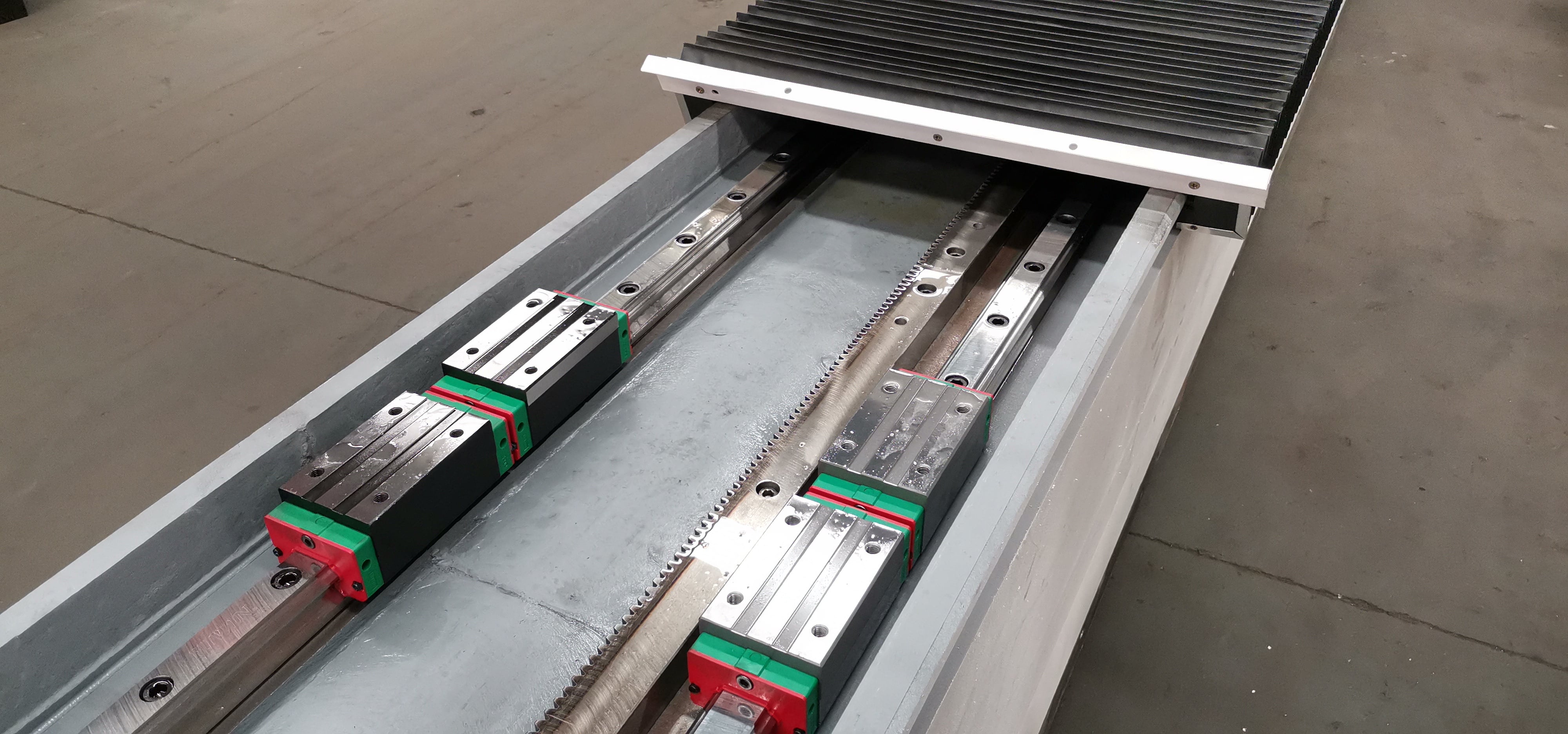
Kılavuz Sistemi: Tayvan Hiwin Doğrusal Kılavuz, Yağ Banyolu Yağlama ile
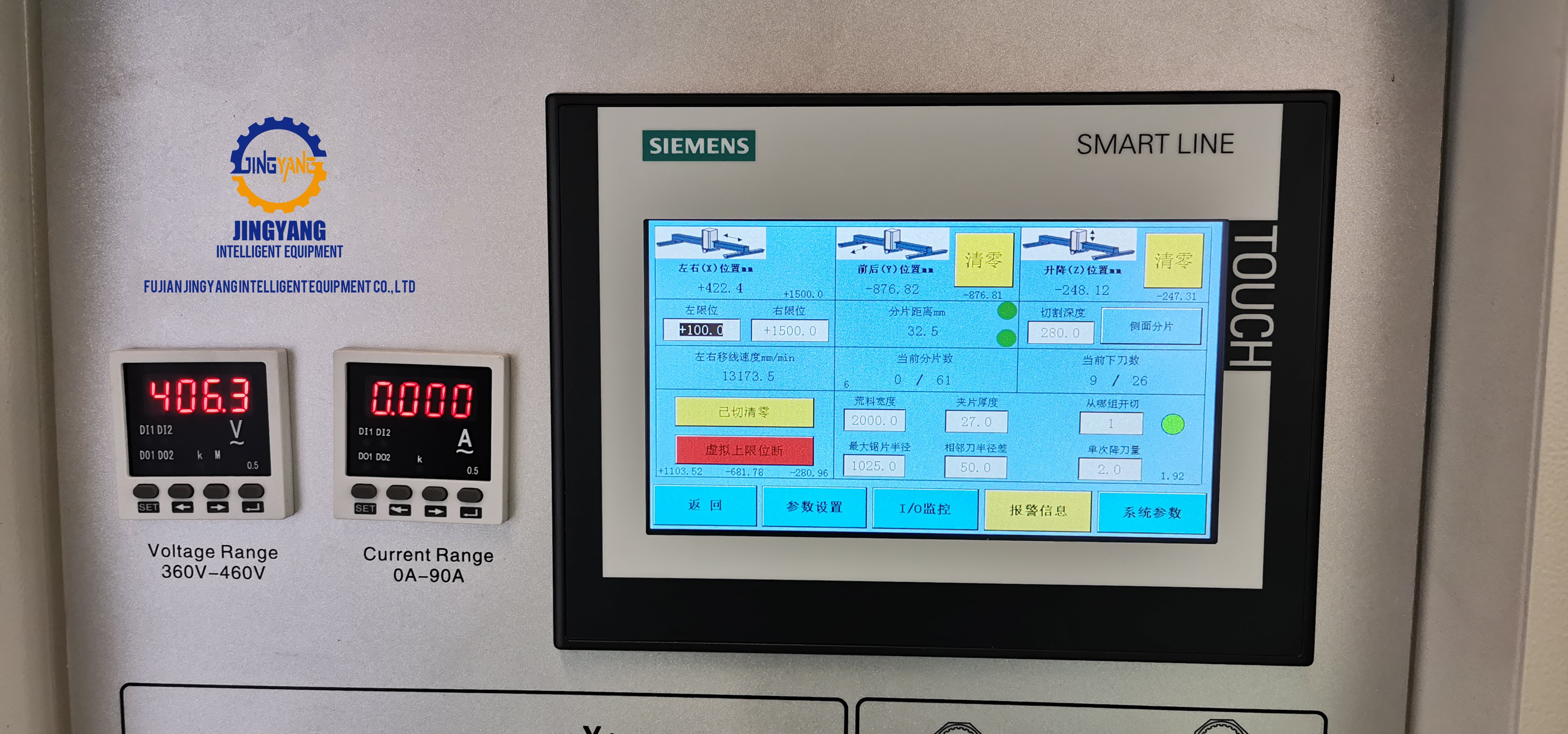
Kontrol sistemi: HMI Dokunmatik Ekranlı Siemens PLC
Tahrik Sistemi: X/Y ekseni: Dişli-Pinyon; Kayar Mil: Mekanik Vida Senkronizasyonu
Garanti: 12 Ay
HLQY-32-1700, doğal olarak yüksek verimlilikle levhaların işlenmesi için tasarlanmıştır. 55kW yüksek güçlü spindle'ı ve değişken bıçak düzenlemesi (maksimum 18 adete kadar) farklı çekme dayanımına (Rm) sahip malzemeleri kesmek için gerekli kesme kuvvetini (Fc) ve yoğunluğu sağlar.
Ana Malzemeler: Granit, Mermer, Kumtaşı, Kireçtaşı ve diğer kompozit taşlar.
Levha Kalınlığı: 10 mm ile 50 mm kalınlıktaki levhalar etkin bir şekilde üretilebilir ve üretim ile yüzey kalitesi açısından 18 mm ile 30 mm aralığı en uygun olacaktır.
Yaygın Uygulamalar: Levha üretiminde yüksek çıktı sağlayan tesisler, taş ihracat işleme üsleri ve tek bir bloktan bitmiş levhaya kadar yüksek üretim ve homojen kalite gerektiren süreçler.

1.Güvenilir Çok Eksenli Koordinasyon ve PLC Tabanlı Akıllı Sıralama
Karmaşık taş kesme süreçlerinde manuel veya temel elektronik kontroller genellikle hatalara, tutarsız sonuçlara ve durmalara neden olur. HLQY-32-1700, temel olarak bir Siemens PLC'yi esas alır ve kullanıcı dostu bir HMI ile birlikte gelir. Spindle kontrolü, kayar hareket, besleme sıralaması ve güvenlik mantığını tek bir sistemde entegre eder. Her kritik işlem, depolanmış işlem parametrelerine göre çalışır; bu nedenle operatörün beceri düzeyinin etkisi en aza iner ve vardiyalar ve partieler arasında tutarlılık sağlanır. Bu, daha sorunsuz üretim, kolay eğitim ve daha yüksek genel verimlilik anlamına gelir.

yüksek rijitlikli köprüler, kirişin eğilmesinden kaynaklanan sapmaları en aza indirir
Büyük ölçekli veya kalın plaka kesme işlemlerinde, kiriş eğilmesi ve yapısal titreşim kalınlık değişimlerinin ve kesim sapmalarının temel nedenleridir. Temel olarak, kiriş eğilmesi şu şekilde analiz edilebilir:
δ = (F * L³) / (3EI),
burada F kesme kuvveti, L açıklık uzunluğu, E malzeme rijitliği ve I kesit atalet momentidir. Yapısal olarak sehim, kesme kuvveti ve açıklık uzunluğu arttıkça hızla artarken, kiriş rijitliği ve kesit ataleti arttıkça azalır. HLQY-32-1700, yüksek rijitlikteki malzemelerden yapılan büyük kesitli kutu tipi bir kiriş kullanır ve bu da eğilmeye karşı direnci artırarak kaynaktan gelen titreşimi bastırır. Bu, özellikle büyük ölçekli levha sacların işlenmesi sırasında daha dengeli ve doğrusal bir kesme yolu sağlar ve böylece yeniden işleme ihtiyacını ile malzeme israfını azaltır.

3. Kılavuz rayların yağ banyosu ile korunması, aşındırıcı toz nedeniyle oluşan hassasiyet kaybını azaltır.
Taş tozu özellikle sert ve aşındırıcı olduğu için büyük sorun teşkil eder. Kılavuz yüzeyine temas ettiğinde aşınmayı hızlandırır ve doğruluğu olumsuz etkiler.
Yuvarlanan kılavuzların hizmet ömrü genellikle L₁₀ ∝ (C / P)³ şeklinde ifade edilir ve burada C dinamik nominal yükü, P ise kirlilik nedeniyle oluşan aşınmayı da içeren gerçek yükü temsil eder.
Yağ banyolu yağlama, sabit bir yağ hacmini koruyarak aşındırıcı partiküller ile kılavuz yüzeyi arasında doğrudan teması önleme avantajı sunar. Bu nedenle, Çin Tayvan'ın Hiwin hassasiyetli kılavuzlarını yağ banyolu yağlama ile birleştirmek, HLQY-32-1700'ün hizmet ömrü boyunca doğruluğunu korumasını ve bakım kaynaklı durma süresini en aza indirmesini sağlar.

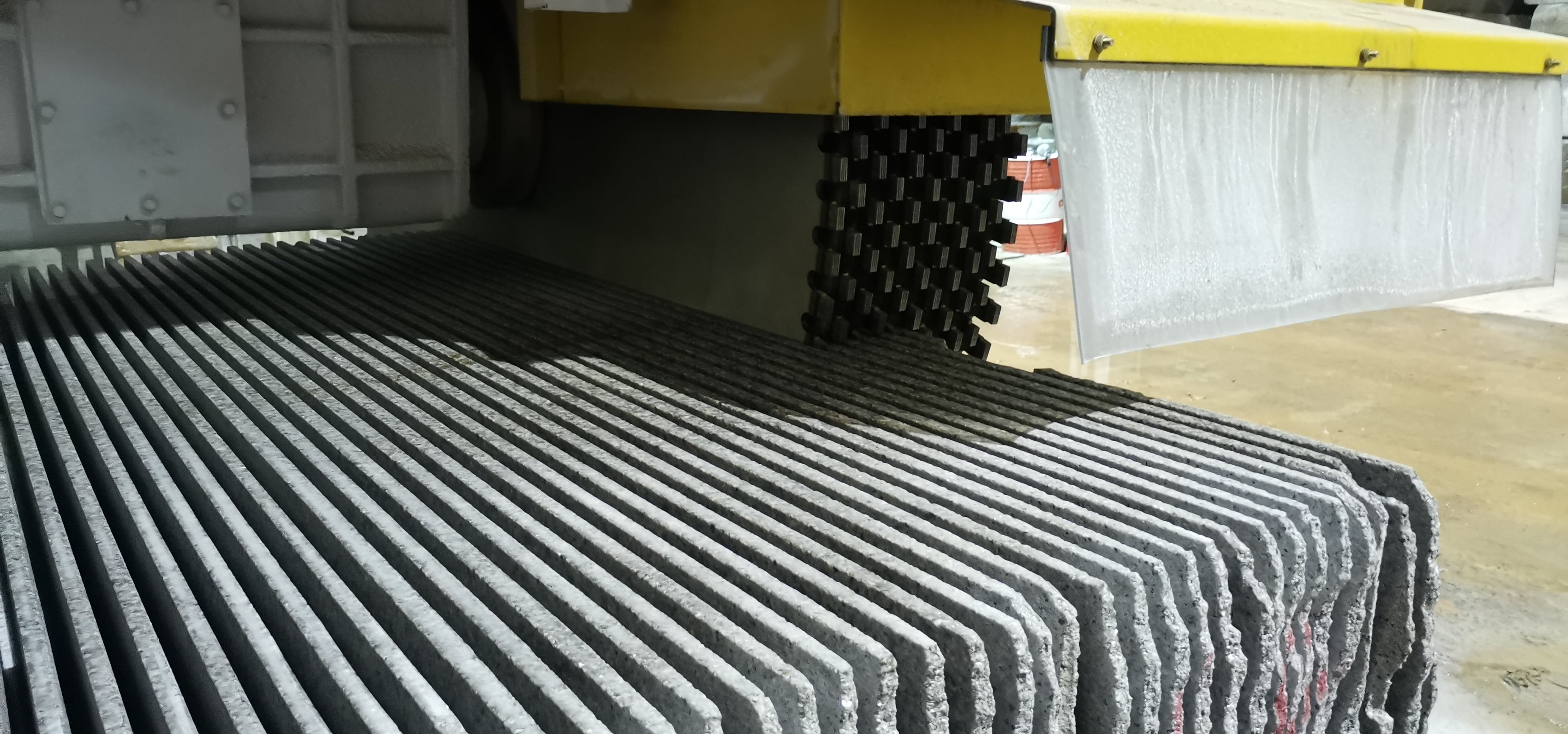
4. Çok bıçaklı konfigürasyonlar kesim kaybını azaltır ve çıktıyı artırır
Çok bıçaklı testere işlemlerinde malzeme kaybı, tüm bıçaklar tarafından oluşturulan birleşik kesim genişliğinden kaynaklanır. Malzeme kullanım verimliliği aşağıdaki formül kullanılarak belirlenebilir:
Kullanım Oranı = St / (St + Sk),
burada t plaka kalınlığını ve Sk bıçak kesim genişliğini gösterir. HLQY-32-1700, 18 bıçağa kadar destekler ve ince çekirdekli bıçakları içerir; bu da kerf kaybını en aza indirerek daha yüksek kalınlık üretimine olanak tanır. İnce plaka ve değerli taş uygulamaları bunun en büyük faydayı görür çünkü israf maliyetleri doğrudan kar marjlarına dönüşür.


5. Mekanik Senkronizasyon Çift Kayar Elemanlar ASENKRONLUĞU Önler
Ayrıca testere titreşim yaptığı veya beklenmedik yüklere maruz kaldığında elektronik çift tahrik sistemi senkronizasyon sorunları yaşayabilir. Bu durum, kayar elemanlardaki küçük farklılıkların plaka kalınlığındaki farklara dönüşmesiyle meydana gelir. Böyle durumlarda HLQY-32-1700, senkronize kayar eleman gereksinimini karşılamak için 'rijit mekanik senkronizasyon' kullanır. Bu yöntem, aynı dişli kutusu tarafından kontrol edilen kayar elemanların eş zamanlı hareket etmesini sağlar ve böylece geometrik konumlarının fazda kalmasını garanti eder—yani ΔX_sol = ΔX_sağ.


6. Titreşim ve yol hatalarını azaltmak, parlatma gereksinimlerini düşürür.
Bu sistemlerde yüzey pürüzlülüğünü etkileyen temel faktörler, titreşim ve tasarlanan yolu takip etme üzerindeki etkisidir.
Bu durum Ra ≈ C1·v + C2·e şeklinde özetlenebilir; burada v titreşimi, e ise yol üzerindeki herhangi bir trajektori hatasını temsil eder.
HLQY-32-1700, sert kiriş yapısı, kararlı yolu ve hareket PLC kontrolü ile bu sorunları azaltır. Tüm bu faktörler titreşimi ve takip hatalarını düşürerek daha düzgün yol tamamlanmasını ve daha az parlatma çıktısıyla işlem yapılmasını sağlar.

Genel verimlilik, kararlılık, hız ve doğruluk açısından değerlendirilebilir. Kararlılık olmadan hızı ve doğruluğu korumak imkansızdır. HLQY-32-1700, sert konstrüksiyon, yüksek hassasiyetli hareket bileşenleri, PLC kontrol sistemi, uyumlu mekanik yapı ve güçlü tahrik sisteminin entegrasyonuyla birinci sınıf bir çözüm sunar. Zorlu üretim koşullarında bile bu önlemlerin birleşik etkisi, sürdürülebilir kârlılık için temel olan kararlılığı oluşturur.

S: JINGYANG bir tüccar mıdır yoksa üretici midir?
C: JINGYANG'ın kendi taş makineleri fabrikası vardır ve bağımsız araştırma ve geliştirme ile üretim yapar. HLQY-32-1700 modeli dahili olarak üretilmekte olup OEM/özel üretim, fabrika incelemesi ve video gösterimi desteklenmektedir.
S: HLQY-32-1700'un sevkiyatı ne kadar sürer?
C: Depozito onayı alındıktan ve teknik seçenekler belirlendikten sonra üretim süresi genellikle yaklaşık 3 ila 5 hafta (yaklaşık bir ay) sürer. Özel üretim istekleri, yüksek miktarlı siparişler veya yoğun dönemlerde teslimat takvimi sözleşmede karşılıklı olarak kararlaştırılır.
S: HLQY-32-1700 için garanti süresi ve satış sonrası hizmetler nelerdir?
C: 12 aylık bir garanti hizmeti sunmaktayız.
S: Bu makine hangi uluslararası sertifikalara ve güvenlik standartlarına sahiptir? Web sitesindeki tüm makineler bu standartlara uygun mudur?
A: HLQY-32-1700 dahil olmak üzere taş makinesi Avrupa CE sertifikasını geçti ve uluslararası güvenlik standartlarına tamamen uydu.
S: OEM özelleştirme isteği verebilir miyim?
A: Evet. Her müşterinin gereksinimleri için OEM özelleştirmesini destekliyoruz. Fabrika denetimi veya video kabulü hoş karşılanır.
S: En rekabetçi fiyatı nasıl alabilirim?
A: Merhaba, doğru fiyatlandırma, özel ihtiyaç değerlendirmesine dayanmalıdır. Size detaylı bir plan sunmak için satış ekibimizle iletişime geçmenize hoş geldiniz.